 Главная
Главная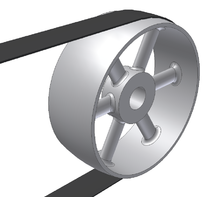
Шкив (нидерл. schijf, англ. sheave) — фрикционное колесо с жёлобом или ободом по окружности, которое передаёт движение приводному ремню или канату.
В отличие от блока, шкив передаёт момент с вала на ремень (либо с ремня на вал); блок же вращается на оси свободно и обеспечивает исключительно изменение направления движения ремня или каната. Система из двух закреплённых на валах шкивов, между которыми находится кольцевой ремень, называется ремённой передачей.
Типология и нормативная база
Указанное различие между шкивом и блоком по передаче или отсутствию передачи крутящего момента на вал носит функциональный характер. По конструкции и с технологической точки зрения блоки и шкивы одинаковы и часто называются общим термином шкив. (Аналогично вал и ось функционально отличаются по передаче момента, а конструктивно одинаковы).
Классификатор ЕСКД «Классификатор изделий и КД машиностроения и приборостроения» относит шкивы к 71 классу общемашиностроительных деталей — тела вращения.
В Российской Федерации требования к шкивам регламентируются:
- ГОСТ 20889-88. Шкивы для приводных клиновых ремней нормальных сечений. Общие технические условия
- ГОСТ Р 50640-94. Шкивы приводных ременных передач. Общие технические требования.
- ГОСТ Р 50641-94. Шкивы с канавками для обычных и узких клиновых ремней. Система, основанная на исходной ширине.
- ГОСТ 5813-2015 Ремни вентиляторные клиновые и шкивы для двигателей автомобилей, тракторов и комбайнов. Технические требования и методы испытаний.
Также на них действуют общие требования к продукции машиностроения.
Конструкция
В шкивах можно выделить ступичный узел, диск (для цельных) или спицы (для составных шкивов) и обод. Углубление в ободе называют ручьём ремня. Обод может иметь реборды.
Шкивы в зависимости от конструкции могут выполняться:
- цельными;
- составными.
Составные шкивы при клиновой форме ручья могут служить для регулировки натяжения ремня (удалением дисков или накручиванием резьбы в половинках диска).
Особым видом составного клинового шкива является вариаторный шкив — у него управление сечением ручья позволяет бесступенчато изменять передаточное отношение передачи. Управление сечением ручья может быть механическим, гидравлическим, электромагнитным. Такие ременные вариаторы широко распространены у мопедов.
По технологии изготовления:
- литые;
- кованные;
- штампованные;
- полученные механической обработкой;
- полученные 3D-печатью.
По форме обода:
- гладкие (по форме ручья):
- плоские;
- клиновые;
- поликлиновые;
- круглые.
- зубчатые (по форме зуба):
- прямозубые;
- трапециевидные;
- полукруглые;
- эвольвентные.
-
Форма обода шкива (ручей): 1 - плоский, 2 - клиновой, 3 - полукруглый, 4 - поликлиновый.
-
Гладкие (плоский, клиновой и полукруглый) и зубчатые шкивы
-
Плоский литой шкив с выпуклым ободом
-
Составной штамповано-сварной шкив (выступает в роли блока, т.е. свободно вращается на оси)
-
Вариаторные клиноременные шкивы с управляемым сечением ручья
Гладкие шкивы используют для передачи вращательного момента без требований к кинематическому соответствию, поскольку им присуще проскальзывание.
Зубчатые шкивы применяют при требованиях к кинематическому соответствию (например, в газораспределительном механизме ДВС, в приводе головки принтера и т. д.).
По способу фиксации ступицы:
- по посадке с натягом;
- со шпонками;
- со шлицами.
Материалы шкивов
Для стационарного оборудования в ременных передачах для шкивов продолжается использование классических недорогих материалов — серого СЧ и ковкого КЧ чугунов. Существенная масса деталей, как правило, тут не играет роли, поскольку массивные шкивы позволяют отказаться в механизме от маховика. Заменителем могут служить стальные штампованные шкивы. Для механизмов с переменной частотой вращения, для транспортных машин, где важно снижение массы и момента инерции используют шкивы из алюминиевых сплавов. И наконец, шкивы высокоответственных агрегатов могут выполняться из магния или титана.
В последнее время широко внедряются шкивы из пластмасс (например, капралон) с возможностью рециклинга, особенно в бытовой технике.
Балансировка шкивов
Дисбаланс шкивов возникает на этапе изготовления как результат погрешностей формы, например при литьё в земляные формы. В случае новых технологий высокоточного литья или штамповки он невелик, однако его влияние значительно для высокооборотных шкивов. Балансировка шкивов проводится на балансировочных станках. В отличие от карданных валов или пневматических колес в сборе, вместо установки балансировочных грузиков для шкивов ведется удаление материала путём высверливания группы отверстий в секторе дисбаланса.