 Главная
ГлавнаяРазвертыванием производится окончательная обработка отверстий после сверления (только до диаметра 10 мм), растачивания или зенкерования с точностью до 7—9-го квалитетов.
Под развертывание оставляют небольшой припуск, и чем он меньше, тем выше точность обработки.
Отверстия 7-го квалитета рекомендуется обрабатывать. двумя развертками — черновой и чистовой: первая срезает 2/3, вторая — 1/3 общего припуска, указанного в табл. 7.28.
Перед развертыванием станок следует тщательно выверить на соосность центров.

Развертки устанавливаются в пиноль задней бабки непосредственно или при помощи переходных втулок и сверлильных патронов.
Чтобы исключить влияние погрешностей установки заготовок в патроне на качество обработки, развертывание на токарных станках обычно выполняют за одну установку непосредственно после предыдущей обработки отверстия.
На частично изношенных станках, а также при выделении развертывания в самостоятельную операцию развертки следует устанавливать на станке при помощи качающегося патрона.
Режимы резания при развертывании:
1) глубина резания равна 1/2 припуска на обработку:
2) ручные подачи: при обработке стали 0,5—2 мм/об; чугуна — 1—4 мм/об. Меньшие значения подач следует принимать для разверток меньшего диаметра и более чистой обработки;
3) скорость резания для чернового развертывания 10—15 м/мин; для чистового — 4—6 м/мин.
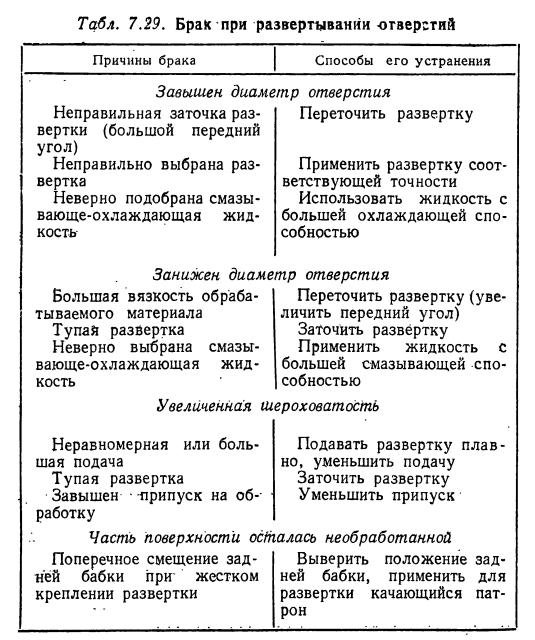
Возможные виды брака при развертывании, их причины и способы устранения указаны в табл. 7.29.