 Главная
ГлавнаяДля удобства пользования технологический маршрут оформляется в виде карты, в которую заносятся сведения, необходимые для его осуществления. Такая маршрутная карта в качестве основного технологического документа производственного предприятия предусмотрена ЕСТД по ГОСТ 3.1105—74. В ней приводятся сведения о последовательности выполнения операций, их привязке к цехам и участкам предприятия, станках, приспособлениях, нормах штучного времени и некоторые другие данные. Для учебных целей форму технологического маршрута целесообразно несколько упростить (см. табл. 8.4), дополнив текстовой материал графическими изображениями схем установов и элементами операций. При ее заполнении следует руководствоваться следующими правилами.
1. Операции и переходы необходимо обозначать арабскими цифрами 1, 2, 3 и т. д.; установи — прописными буквами русского алфавита А, Б, В.
2. В графе «Содержание установов и проходов» указания выражают глаголом в повелительной форме: установить, закрепить, обточить, подрезать, сверлить. При этом размеры обрабатываемой поверхности в тексте не указывают. Вместо них проставляют внутри окружности порядковый номер размера поверхности из схемы технологического установа, например: расточить отверстие 1, развернуть отверстие 2, обточить цилиндр 3, выточить канавку 4, нарезать резьбу 5, проточить фаску 6, отрезать заготовку в размер 7, подрезать торец в размер 8, обточить фасонную поверхность 9 и т. д.

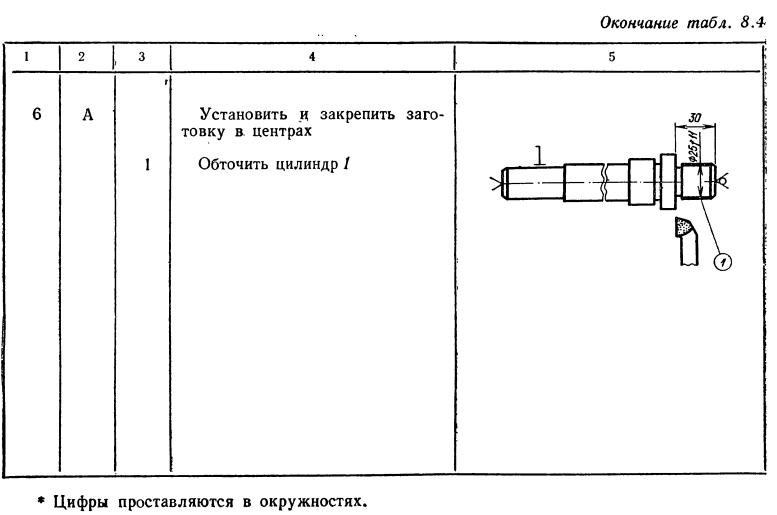
3. В графе «Схемы установов» заготовки изображают в произвольном масштабе на стадии завершения операционной обработки, контур их обрабатываемых поверхностей обводится сплошными линиями увеличенной толщины. На схемах также указывают размеры, подлежащие выполнению в данной операции (установе). Они нумеруются арабскими цифрами в окружностях диаметром 6—8 мм и располагаются вне контура детали в направлении движения часовой стрелки.
Способы установки и крепления заготовок на схемах изображают условными обозначениями, приведенными в табл. 8.3.
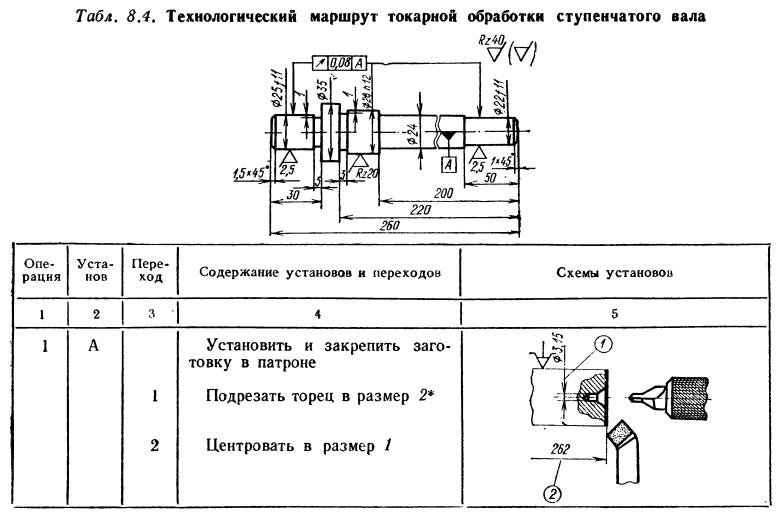
Рассмотрим пример построения и оформления технологического маршрута токарной обработки ступенчатого вала (табл. 8.4) из круглого стального проката диаметром 40х264 мм в количестве 10 шт. на токарно-винторезном станке модели 16К20.
Придерживаясь рекомендаций рис. 8.11, устанавливаем из чертежа требуемую точность обработки.
Вал имеет три цилиндрических участка — диаметр 25fl1, диаметр 22f11 и диаметр 28f12, точность которых ограничивается соответственно 11-м и 12-м квалитетами. Остальные размеры без допусков подлежат обработке по 14-му квалитету: отверстия — по H14, валы — по h14.
Точность формы цилиндрических участков чертежом не оговорена. Следовательно, их погрешности не должны превышать допусков на соответствующие диаметры.
Точность взаимного расположения поверхностей диаметром 25, диаметром 28 и диаметром 22 мм ограничивается радиальным биением относительно общей оси не более 0,08 мм.
Шероховатость поверхностей (за исключением обозначенных на контуре детали) Rz=40 мкм.
Деталь термообработке не подвергается. Поэтому ее полную обработку (при невысокой точности резмеров) можно завершить на токарном станке.
Заготовка — круглый стальной прокат на одну деталь, имеет припуски по диаметру 5 мм и длине — 4 мм; ее кривизна в допустимых пределах.
Для изготовления небольшой партии деталей (10 шт.) технологический маршрут строится пооперационно.
Токарно-винторезный станок мод. 16К20 по технической характеристике позволяет эффективно выполнить обработку деталей.
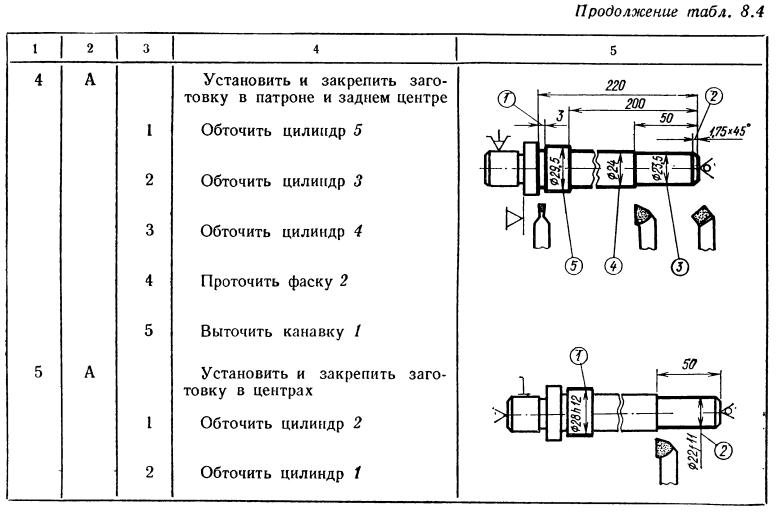
Способы обработки выбираются из условий обеспечения требуемой точности и высокой производительности. Точные цилиндрические участки 0 25, 0 28 и 0 22 мм будут обрабатываться черновым и чистовым точением; остальные поверхности — только черновым точением за наименьшее количество рабочих ходов.
Для окончательной обработки точных участков вала принимается чистовая вспомогательная база—центровые отверстия. Для черновой обработки базой вначале будут служить необработанная поверхность заготовки и центровое отверстие, затем — обработанный короткий участок вала и центровое отверстие. Подрезание и центрование вала ведется от черновой базовой поверхности заготовки.
Соответственно выбранным технологическим базам принимаются способы установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах.
С учетом величины обрабатываемой партии деталей и практических правил комплектования переходов в операции принимается типовой технологический маршрут обработки деталей класса валов, осуществляемый за 6 операций.