 Главная
ГлавнаяПрессованные панели из алюминиевых сплавов нашли широкое применение в промышленности. Прессованные панели из титановых сплавов до последнего времени не производились и только в 1967—1970 гг. появились первые сообщения об освоении в США производства прессованных панелей из титановых сплавов, в частности из сплавов Ti — 6% Al — 4% V и Ti — 6% Al — 2% Sn.
Фирмой «Curtiss — Wright» было освоено прессование плоских панелей для обшивки сверхзвукового самолета «Локхид». Панели прессуют шириной 409 и 559 мм, длиной от 6 до 15 мм на прессе усилием 12000 тс.
Исследования, проведенные фирмой «Curtiss — Wright», показали, что наилучшие результаты по оформлению элементов сечения панелей, качеству их поверхности, а также по продольной геометрии достигаются при использовании стальных разъемных матриц, покрытых двуокисью циркония толщиной 0,5 мм.
В качестве оптимальных температур нагрева заготовок под прессование принят интервал 1020—1050 С. Для смазки, кроме покрытия заготовки стеклянным шликером, используют шайбы из прессованного стекловолокна средней вязкости высотой от 25 до 50 мм. Скорости прессования рекомендуется поддерживать на уровне 100—130 мм/с.
Внедрение указанной технологии позволило освоить прессование панелей с толщиной полотна от 11 до 18 мм и толщиной стрингеров от 9 до 15 мм. Последующей механической обработкой получают панели с толщиной полотна до 3 мм и толщиной стрингеров до 2,5 мм.
Столь значительный объем механической обработки обусловлен в основном большими отклонениями продольной геометрии панелей от заданной, трудноустранимыми при последующей правке.
Возможности прессования тонкостенных панелей без припусков на механическую обработку рассмотрены в работе. В ней показано, что прессование тонкостенных панелей из титановых сплавов может быть осуществлено на действующем оборудовании как в плоской форме из щелевого контейнера, так и в U-образной форме из круглого контейнера; возможно также прессование заготовок для панелей в виде ребристых труб.
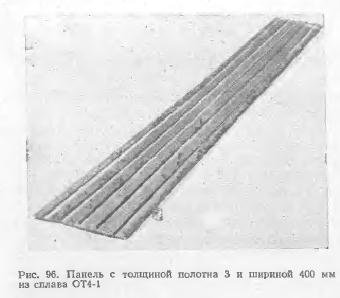
На рис. 96 показана панель из сплава ОТ4-1 с толщиной полотна 3 мм, шириной 400 мм, отпрессованная из щелевого контейнера пресса усилием 5000 тс.
Основные трудности представляют правка панелей, развертка их в плоскость (в случае прессования панелей U-образной формы или в виде ребристых труб), а также последующая рихтовка. Эти процессы не могут быть осуществлены на действующем оборудовании и для их проведения необходимы специализированные разверточные, растяжные и рихтовочные машины, оборудованные нагревательными устройствами, установленными непосредственно в линии обработки (развертки, правки растяжением, рихтовки).
Для рихтовки панелей весьма перспективным представляется использование прессов с пульсирующим приложением нагрузки, оборудованных проходными нагревательными печами со щелевым сечением рабочей камеры, а также устройствами для нагрева штампового блока.
Поэтому основная задача, решение которой необходимо для организации производства тонкостенных панелей из титановых сплавов, заключается в создании специализированного адъюстажного оборудования.