 Главная
ГлавнаяК настоящему времени в промышленности освоено производство фасонных профилей для изготовления сварных кольцевых заготовок (рис. 72), круглых проволочно-прутковых полуфабрикатов диаметрами от 6,5 до 300 мм, сварочной, крепежной и арматурной проволоки диаметром от 1 до 10 мм. Развивается производстве прутков квадратного и шестигранного сечений, мелких, фасонных тонкостенных профилей, примеры сечений некоторых из них приведены на рис. 73.

При разработке первых калибровок сортопрокатных валков для прокатки титановых сплавов использовали калибровки для прокатки аналогичных профилей из сталей и цветных металлов.
Первые опыты показали, что из-за довольно близких значений показателей уширения, температур горячей прокатки титана и сталей использование для титана калибровок, применяемых при прокатке стали при незначительной корректировке, оказалось довольно успешным.
Однако исследователям пришлось столкнуться со специфическими свойствами титановых сплавов, резко отличающими их от сталей, меди, алюминия и других металлов, широко освоенных в сортопрокатном производстве. К таким свойствам относятся низкая теплопроводность, сильная окисляемость и наводороживание поверхностных слоев металла при нагреве в воздушной атмосфере, склонность к налипанию на рабочий инструмент и привалковую арматуру, значительная шероховатость поверхности и высокая твердость, различие в показателях уширения различных сплавов до 2—2,5 раз (например, ВТЗ-1, ВТ5), меньший модуль упругости по сравнению со сталями, низкая устойчивость раската в калибрах, склонность к продольно-винтообразному кручению и, наконец, образование при определенных условиях легкоплавкой эвтектики в точках контакта полосы с материалом калибров прокатных валков. Дополнительные трудности при создании калибровок сортовой прокатки полуфабрикатов из титановых сплавов связаны с конструктивными особенностями и энергосиловыми характеристиками использованных для этих целей прокатных станов.

Большинство из перечисленных особенностей титановых сплавов приводит при использовании неоптимальных калибровок к неудовлетворительному качеству промежуточного раската. Это наличие поверхностных дефектов в виде трещин, надрывов, морщин и складок, различных несплошностей металла, рябизны и других дефектов (рис. 74). Например, применение ромбических и плоских шестигранных калибров ведет к резкому охлаждению металла в углах и ребрах раската. Металл этих участков не успевает разогреваться за счет внутренних слоев раската, его пластичность снижается, растет сопротивление деформации. Это приводит к тому, что остывшие слои, деформированные меньше, чем горячие центральные зоны и поверхности граней раската, вдавливаются в раскат с образованием продольных закатов, а на подстывших кромках появляются надрывы и трещины. Более охлажденный поверхностный слой раската обладает повышенной твердостью, вызывает усиленный неравномерный износ калибров. Снижается коэффициент трения, ухудшаются условия захвата. Различие в термомеханических характеристиках металла поверхности и внутренних слоев иногда настолько велико, что остывший слой калибры валков сдирают в виде «чулка» и пленок.
Изношенная поверхность калибров в виде гравюры из выступов и впадин отпечатывается на поверхности прокатываемого металла. После кантовки и прокатки в следующем калибре эти отпечатки образуют дополнительные складки и морщины — наиболее распространенные виды поверхностных Дефектов на проволочно-прутковых полуфабрикатах из титановых сплавов. Глубина залегания морщин на прутках диаметром 120—275 мм достигает величины 3—8 мм. На прутках диаметром 20—10 мм эти дефекты находятся в пределах минусового допуска и могут достигать 0,6—0,8 мм.
Мелкосортное и среднесортное производство проволочно-прутковых полуфабрикатов в первоначальный период базировалось на кованой кузнечной заготовке диаметром 110—125, 130—140 мм и заготовке квадратного сечения 190х190 мм.
Однако дальнейшее увеличение потребности в катаных заготовках из сплавов титана для различного вида полуфабрикатов, расширение сортамента привело к необходимости резкого повышения производительности труда при производстве заготовки из круглых слитков диаметром 730—830 мм. Такое повышение производительности труда могла дать сортовая прокатка. Это производство было организовано на заводах черной металлургии.
Исследования ряда авторов показывают, что дефекты, имеющиеся на поверхности исходных заготовок, при прокатке не исчезают, а только изменяют свои размеры в зависимости от характера и места расположения на прокатываемом металле.
Для удаления поверхностных дефектов заготовку подвергают абразивной зачистке или обточке поверхности. Такая обточка заготовки диаметром 110—140 мм широко внедрена на базе отечественных станков типа КЖ 93-40, КЖ 93-30.
В связи со специализацией прокатных станов прутки диаметром от 8 до 100 мм делят на три группы. К первой группе относятся прутки диаметром 65—100 мм, прокатка таких прутков ведется на трехклетевом линейном стане 500. В первой обжимной клети прокатка ведется в ящичных калибрах, валки промежуточной клети раскалиброваны в виде системы ромбических калибров Чистовые размеры круга выполнены в виде системы ромб — овал — круг. В этой системе из ромбических калибров раскат выходит с острыми углами что приводит к их интенсивному подстыванию. Ромбический раскат имеет большую склонность к переполнению калибров, выходу металла между бортами калибров, к образованию закатов по всей длине раската.
Работы по совершенствованию калибров показали необходимость замены ромбических и прямоугольных калибров на ящичные, ребровые и ящичные овальные калибры. Однорадиусные предчистовые калибры заменены на плоские двухрадиусные. Предчистовые овальные калибры прутков диаметром 65—80 мм заменены эллиптическими трехрадиусными калибрами.
Такие калибровки, внедренные на среднесортном стане 500, позволили получить равномерное распределение деформации по проходам, обеспечить благоприятную схему течения металла, в значительной степени избавиться от острых углов и быстро охлаждающихся граней на промежуточном раскате, значительно улучшить качество поверхности прутков.
Ко второй группе прутков относятся прутки диаметрами 20—60 мм. Прокатка таких прутков ведется на среднесортном стане 450 Cxeva прокатки таких прутков рассмотрена в работе.
Третья группа прутков представляет собой мелкосортный прокат диаметром 8—25 мм. Калибровка в этом случае (рис. 75) представляет собой систему вытяжных ящичных калибров на заготовительной клети 500, где круглая заготовка диаметром 110—145 мм за 9—11 пропусков обрабатывается до полосы овального сечения 90х70 мм.

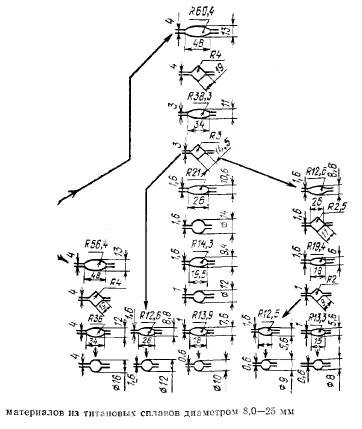
Промежуточные клети 300 и отделочные клети 250 калиброваны по системе квадрат — овал — квадрат — овал — круг.
Установлено, что для всех трех групп размеров прутков лучшие результаты показывают калибровки, в которых черновые ромбические, квадратные и плоские шестигранные калибры заменены системой ящичных калибров, комбинацией плоских и овальных ящичных калибров с ребровыми овальными калибрами или системой ребровой овал — горизонтальный овал — круг. Плоские шестигранные калибры заменены плоскими квадратными калибрами с минимальным отношением длины периметра калибра к его площади (или отношения объема к поверхности) и с большими радиусами закругления в углах и у буртов.
При таком изменении формы калибра площадь поперечного сечения металла, прокатываемого в нем, может быть одинаковой, но напряженное состояние, распределение температур и деформации изменяются: снижаются усилия, необходимые для осуществления пластической деформации, замедляется охлаждение общей массы металла и устраняется резкий перепад температур между периферийными и центральными зонами сечения проката. Это способствует равномерному распределению деформаций в прокатываемом металле, уменьшению растягивающих напряжений, а следовательно, и уменьшению вероятности нарушений сплошности металла.
Равномерность распределения деформаций и температур способствует образованию равномерной структуры и улучшению механических свойств горячекатаных полуфабрикатов.
Более компактная форма поперечного сечения проката позволяет уменьшить ширину калибров и разместить большее количество калибров на валках, в том числе дублирующих, что дает возможность увеличить срок службы валков, уменьшить количество перевалок, не ухудшая качества поверхности проката.
Ромбические и квадратные калибры не удаляют окалину, а, наоборот, закатывают ее. Хорошо удаляют окалину ящичные, овальные, ребровые и круглые калибры. Кроме того, отмечено, что чем выпуклее (круглее) стороны задаваемого в калибр профиля раската, тем меньше опасность возникновения заплывов, складок, морщин, расслоений.
Прокатка раската, вышедшего из калибра с формой овала, в горизонтальном овальном калибре по сравнению с прокаткой квадратной полосы в таком же калибре, характеризуется большой равномерностью деформации, особенно в местах разъема калибров, где в случае прокатки квадратной полосы, как правило, образуются складки, вызывающие в дальнейшем закаты и надрывы на готовой продукции.
Во избежание переполнения калибров и образования заусенцев, «тампасов», прирезов и закатов радиусы закруглений в местах перехода от стенок калибра к буртам необходимо выполнять при калибровке прокатных валков в 1,2—1,8 раза большими, чем при прокатке аналогичных стальных полуфабрикатов.
При разработке калибровок размеры калибров, радиусы закруглении должны устанавливаться с учетом допустимых обжатий, сопротивления деформации и величины уширения каждого титанового сплава. Усовершенствованные калибровки, применяемые при производстве прутков круглого сечения диаметров от 8 до 60 мм, рассмотрены в работе.
Сложность калибровки валков многократно возрастает при производстве фасонных профилей. Разные части профиля имеют различную деформацию, а часто и неодинаковую температуру, это в свою очередь может резко изменить уширение или вытяжку отдельных частей и всего поперечного сечения профиля. Прокатка ведется в калибрах с изменяющимися по глубине катающими диаметрами валков, окружными скоростями. Наличие разных окружных скоростей в различных точках калибра вызывает появление в прокатываемом металле напряжений, оказывающих влияние на соотношение деформаций в поперечном и продольном направлениях.