 Главная
ГлавнаяОбработка корпусных деталей с системой отверстий рассмотренными ранее методами может быть выполнена расточником высокой квалификации и требует большой затраты времени на установку и выверку детали.
К тому же точность расположения отверстий относительно друг друга и базовых поверхностей не всегда зависит лишь от правильности выверки. Если общие вылеты инструмента велики, жесткость станка недостаточна, или если станок в процессе эксплуатации потерял точность вследствие некоторого износа его частей, то при правильном и самом тщательном выполнении работы растачивание может оказаться неточным и фактические отклонения будут больше допустимых.
С целью упрощения работы, повышения точности и производительности применяют кондукторы.
В кондукторах обеспечиваются правильность установки обрабатываемой детали и точное направление режущих инструментов.
Такие приспособления могут быть использованы для обработки лишь одной определенной детали.
На фиг. 257 приведен пример простейшего специального установочного приспособления для растачивания двух отверстий в небольшой корпусной детали.

На плиту 1 приспособления установлена деталь 2 базовой поверхностью основания А и боковой базовой поверхностью Б.
К базовой поверхности Б деталь прижимается винтами 3. Для того чтобы само приспособление заняло правильное положение относительно оси шпинделя станка, его плита 1, снабжена двумя шпонками 4, которые входят в центральный, точно обработанный паз стола. Деталь, ориентированная базовыми поверхностями А и Б, также займет правильное положение без дополнительной выверки.
Координация инструмента с обрабатываемыми поверхностями и его направление в процессе обработки осуществляются при помощи кондукторной части приспособления, представляющей собой плиту или ряд отдельных стоек — кронштейнов, находящихся на некотором, небольшом расстоянии от детали и снабженных кондукторными втулками.
Существующие конструкции кондукторов разделяются на следующие группы:
1) кондукторы с одним передним направлением инструмента (фиг. 258, а);
2) кондукторы с одним задним направлением инструмента (фиг. 258, б);
3) кондукторы с передним и задним направлениями инструмента (фиг. 258, в);
4) кондукторы с двумя передними направлениями инструмента (фиг. 258, г).

Рассмотрим характерные особенности каждого из четырех типов кондукторов.
В случае применения кондукторов с одним передним направлением инструмента требуется жестко закреплять инструмент, поэтому установка шпинделя по оси отверстия должна быть очень точной, что обеспечивается при помощи ловителя (фиг. 244). Последний после введения в отверстие должен легко в нем вращаться.
Такая установка требует дополнительного времени и высокой квалификации рабочего.
При использовании кондукторов с одним передним направлением исключаются погрешности в расположении осей отверстий детали, но очень незначительно ускоряется работа. Сравнительная простота этих кондукторов является их преимуществом.
Второй тип кондукторов — с одним задним направлением инструмента, как и первый тип, требует жесткого закрепления инструмента в шпинделе. Условия совмещения оси шпинделя с отверстием в кондукторе такие же, как для кондукторов с одним передним направлением.
Эти кондукторы позволяют производить точное растачивание длинных отверстий или группы соосных отверстий с общей длинной осью, так как инструмент получает вторую опору на переднем конце.
Такие кондукторы можно применять только в тех случаях, когда отверстия сквозные и предварительно получены в заготовке.
Кондукторы с передним и задним направлениями инструмента применяются чаще других. Наличие двух опор для инструмента, при этом независимых от станка, позволяет соединять инструмент со шпинделем нежестко; вследствие этого не требуется точного совмещения оси шпинделя с осью растачиваемого отверстия.
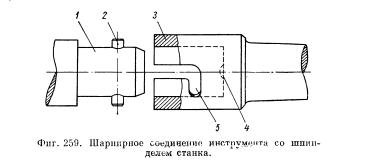
Расточной инструмент соединяется со шпинделем при помощи шарнирных или байонетных патронов (фиг. 259). Расточной инструмент 1 оканчивается цилиндрической шейкой с большой фаской; в нее запрессован ведущий штифт 2.
Шарнирный патрон 3 имеет цилиндрическое глухое отверстие с подпятником 4. Диаметр отверстия несколько больше диаметра шейки инструмента. В корпусе патрона имеются два паза 5, в которые входит штифт 2; после поворота штифт упирается в стенки загнутого участка пазов.
В результате такого соединения инструмент может быть смещен относительно оси шпинделя на величину зазора между его шейкой и отверстием в патроне. С помощью штифта 2 вращение передается инструменту.
Точность обработки в таких кондукторах выше, чем в кондукторах первого и второго типов.
К недостаткам кондукторов этого (третьего) типа относятся: необходимость применять инструмент с большой общей длиной, что сильно затрудняет его введение в отверстия детали и направляющие втулки; большая длина инструмента, вызывающая понижение его жесткости, что не позволяет производить обработку на повышенных режимах резания; обрабатываемая деталь должна иметь сквозные отверстия, предварительно полученные в заготовке, или их надо сверлить через кондуктор (что часто невозможно).
Четвертый тип кондукторов — консольно-расточные, с двумя передними направлениями инструмента — имеет некоторые преимущества по сравнению с рассмотренными выше.

1. Инструмент имеет два направления и соединяется со шпинделем, как и при применении кондукторов с передним и задним направлениями, при помощи шарнирного патрона, что не требует точного совмещения осей шпинделя и отверстия.
2. Применяется относительно короткий инструмент и, следовательно, более жесткий, что позволяет работать при повышенных режимах резания.
3. Установка и смена инструмента не затруднены необходимостью введения его в отверстия детали.
4. Можно обрабатывать детали, имеющие несквозные отверстия.
5. Точность обработки почти такая же, как в кондукторах с передним и задним направлениями инструмента.
На фиг. 260, а показан расточной кондуктор третьей группы.
В передней стенке кондуктора имеется девять отверстий, которыми координируется и направляется расточной инструмент. В отверстия запрессованы стальные цементированные и закаленные втулки 1.
На фиг. 260, б показан тот же кондуктор с открытой (повернутой на шарнирах) кондукторной плитой.
На заднем плане видна задняя кондукторная стенка с отверстиями для направления инструмента.
Обрабатываемая деталь устанавливается в кондуктор базовым основанием на платики 2 и прижимается боковой базовой поверхностью к двум упорам 3 (на фигуре виден только один), а торцовой поверхностью к упору 5.

Прижатие к упорам производится с помощью винтовых прижимов 6 в передней стенке и 7 в боковой. Прихватом 4 деталь дополнительно закрепляется в кондукторе.
В постоянные втулки кондукторов вставляют сменные направляющие втулки.
Эти втулки делаются строго концентричными с точными диаметрами; они закалены на высокую твердость и очень тщательно обработаны. Назначение сменных втулок — направление меняющихся по диаметрам инструментов.
На фиг. 261, а показана схема обработки отверстия с помощью кондуктора; отверстие сверлят и зенкеруют (фиг. 261, б).
Быстросменная втулка 2 вставлена в постоянную втулку 1 ее внутренний диаметр на 0,05—0,08 мм больше диаметра сверла.
После сверления отверстия быстросменная втулка 2 заменяется другой быстросменной втулкой 3 (фиг. 261, б), у которой диаметр отверстия равен диаметру D цилиндрической направляющей части оправки, на которой насажен зенкер. Обработка отверстия зенкером начинается тогда, когда направляющая часть оправки уже войдет в отверстие сменной втулки 3.
Подобно приведенному примеру производится направление быстросменными втулками и других инструментов (разверток). От проворачивания в процессе работы втулки удерживаются винтом. Перед введением инструмента в направляющие втулки его необходимо тщательно протереть и легко смазать машинным маслом, смешанным с цинковыми белилами.
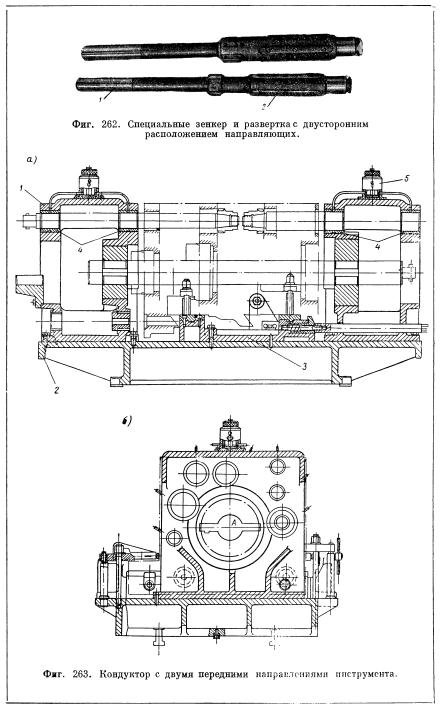
На фиг. 262 показаны специальные зенкер и развертка с двусторонним расположением направляющих частей для работы в кондукторе с передним и задним направлениями. Передняя направляющая часть 1 входит в отверстие задней стенки кондуктора, а задняя направляющая часть 2 в отверстие передней стенки.
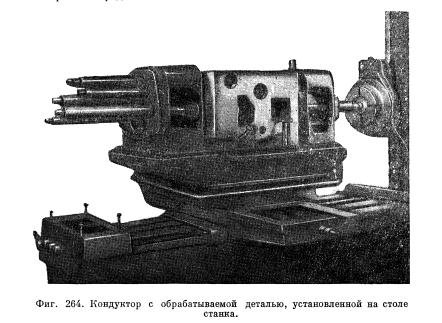
Конструкция консольно-расточного кондуктора четвертой группы, предназначенного для обработки сложной корпусной детали, приведена на фиг. 263, а, б. Общий вид этого кондуктора с растачиваемой деталью, установленного на столе станка, показан на фиг. 264.
Обрабатываемая деталь является корпусом шпиндельной бабки расточного станка модели 262Г. В четырех наружных стенках и во внутренних перегородках детали необходимо обработать большое количество точных отверстий, при этом допустимые отклонения расстояний между осями отверстий и размеров от базовых поверхностей находятся в пределах 0,1—0,5 мм.
Полная обработка производится в двух отдельных кондукторах; в кондукторе, приведенном на фиг. 263, обрабатывают главные отверстия.
Кондуктор состоит из основания 2, на котором с двух противоположных сторон поставлены стойки 1, прикрепленные к основанию. В стойках имеются отверстия с запрессованными постоянными закаленными втулками 4, в которые входят расточные оправки.
Между стойками закреплено установочное приспособление 3 с упорами и устройствами для закрепления детали. Контуры детали и инструмента на фиг. 263, а. показаны тонкими линиями. Для смазывания всех отверстий в стойках кондуктора помещены резервуары 5 для машинного масла. Масло по трубкам поступает в каждую втулку.
Перед установкой детали в кондуктор все оправки, находящиеся в отверстиях стоек 2, раздвигаются, но не вынимаются из направляющих втулок, и деталь свободно проходит между стойками. Только одну группу соосных отверстий по оси А (фиг. 263, б), обрабатывают с использованием борштанги, имеющей опоры как в одной, так и во второй стойке. Такая необходимость вызвана высокой точностью (1-й класс) этой группы отверстий. Борштангу перед установкой детали вынимают.
Растачивание детали производится с двух сторон. Вначале с одной стороны растачивают все отверстия в передней стенке детали и одной внутренней перегородке, затем кондуктор поворачивают со столом станка на 180°и растачивают отверстия в задней стенке детали и второй внутренней перегородке.
В качестве режущего инструмента применяются специальные насадные зенкеры и развертки. Инструмент надевают и закрепляют на оправках внутри детали. С каждой оправкой шпиндель станка соединяется шарнирным патроном. В данном примере подача инструмента производится изнутри детали к наружной стенке, по направлению к шпиндельной бабке станка.
При обработке с помощью кондукторов общие вылеты инструментов как бы уменьшаются, что сопровождается увеличением их жесткости. Это позволяет при работе с кондукторами применять взамен растачивания резцом зенкерование, благодаря чему достигается ускорение обработки, так как зенкер — мерный инструмент, позволяющий обеспечить более высокую производительность по сравнению с резцом, и не требует наладки на размер.
Отверстия 2 и 3-го классов точности обрабатывают двумя зенкерами. Например, отверстие диаметром 80А вначале зенкеруют с получением диаметра 78 мм, а затем диаметра 79,7 мм. Развертывание отверстий производят черновой разверткой, причем развертку направляют втулками кондуктора при помощи направляющей части оправки, на которой она насажена или с которой она изготовлена как одно целое. Затем отверстие развертывают чистовой разверткой.
Чистовые многолезвийные развертки направлять не рекомендуется.
Пластинчатые плавающие развертки обязательно направляются втулками кондуктора через их оправки.
Между направляющими втулками кондукторов и направляющими поверхностями инструментов возникает значительное трение. С повышением скоростей резания наблюдается интенсивный разогрев втулок и направляющих частей инструмента, что может вызвать заедание последнего и, как следствие, его поломку. В связи с этим скорости резания при обработке деталей в кондукторах с неподвижными направляющими втулками приходится ограничивать, что приводит к некоторому понижению производительности.
С целью устранения этого недостатка применяют кондукторы для расточных станков с вращающимися направляющими втулками, причем постоянные кондукторные втулки обычно вращаются на подшипниках качения (шарикоподшипники или игольчатые подшипники).
На фиг. 265 показана нормализованная вращающаяся кондукторная втулка с игольчатым подшипником.

В наружную втулку 5 вставлена втулка 8; между втулками по всей окружности введены цилиндрические ролики-иглы 4, касающиеся друг друга. У внутренней втулки на ее внешней цилиндрической поверхности имеется буртик; между ним и ступенью в отверстии наружной втулки помещены шарики 3. Полость между втулками, где находятся иглы и шарики, защищена от попадания стружки и пыли уплотнениями 2 и 7. Для того чтобы внутренняя втулка не могла выпасть из наружной, в ней сделана узкая кольцевая канавка, в которую заведено разрезное пружинящее кольцо 1. Втулку 5 запрессовывают в корпус кондуктора и закрепляют тонкими планками 6 и винтами 9. Подача инструмента в описанной втулке должна производиться в направлении стрелки А.
Кондукторы для крупных корпусных деталей являются относительно сложной и дорогой оснасткой. Однако при применении кондукторов не только ускоряется и упрощается обработка, но и обеспечивается значительное повышение качества изготовляемых деталей и устраняется брак. По этой причине и в тяжелом машиностроении, где преимущественно обрабатываются крупные корпусные детали, изготовляемые в небольших количествах, целесообразно применять кондукторы тогда, когда производится очень точное растачивание.
В таких случаях рекомендуется применять не специальные, а универсальные кондукторы, налаживаемые для обработки различных по формам и размерам деталей.
Примером такого универсального кондуктора является кондуктор, разработанный и применяемый на Киевском заводе станков-автоматов (фиг. 266). Он состоит из плиты 4, на рабочей плоской поверхности которой имеется ряд отверстий с резьбой (изображены на схеме крестиками). Сбоку плиты параллельно оси шпинделя станка прикреплена упорная планка 7 с Т-образным пазом; на ней закрепляют сменные упоры 6, на концах которых имеются регулировочные винты 5. На плите 4 монтируют стойки 3, па вертикальных направляющих поверхностях которых, на необходимой высоте от плиты, устанавливают люнетные опоры 2 со втулками для направления борштанги 1.

Перед началом работы стойки 3 и люнетные опоры 2 устанавливают относительно упоров 5 и плоскости плиты 4 на расстояния, соответствующие координатам оси растачиваемого отверстия детали.
После этого обрабатываемую деталь ставят базовым основанием на плиту 4 и доводят боковой базовой поверхностью до упоров 5. Закрепление детали осуществляют прихватами, болты которых ввинчивают в резьбовые отверстия плиты. Co шпинделем станка борштанга 1 соединяется шарнирным патроном. Закончив растачивание данной группы соосных отверстий, стойки 3 и люнетные опоры 2 перемещают в новое положение, соответствующее координатам оси следующего растачиваемого отверстия.
Отсчет расстояний ведется так же, как для обработки первого отверстия и т. д.
Когда необходимо обработать небольшие количества деталей, требующих применения приспособлений, затраты средств на которые не могут быть окуплены, рекомендуется применять универсально-сборные приспособления (УСП).
УСП собираются путем комбинирования из отдельных элементов, составляющих набор. В наборы (комплекты УСП) входят различные по назначению, формам, размерам и количеству части, легко и точно соединяемые между собой в любом сочетании.
Пользуясь такими наборами, можно собирать приспособления, соответствующие деталям, различным по форме, размерам и характеру обработки.
После использования приспособления разбираются, а их части возвращаются в набор.
УСП пригодны для растачивания в них относительно небольших деталей.