 Главная
ГлавнаяПрименение этого метода целесообразно в индивидуальном или мелкосерийном производстве.
Шаблон изготовляют из листовой стали толщиной 6—10 мм; в нем сделаны точные круглые отверстия (фиг. 253), диаметры которых на 5—10 мм больше диаметров отверстий в детали. Отверстия в шаблоне расположены так же, как должны быть расположены отверстия в обрабатываемой но нему детали. Расстояния между центрами отверстий шаблона выполнены точнее, чем эти расстояния должны быть выполнены в детали.
Обычно величина допустимых отклонений расстояний между осями отверстий в шаблоне составляет не более одной трети допустимых величин отклонений между осями отверстий в детали.
Для того чтобы отверстия в шаблоне расположились правильно относительно базовых поверхностей детали, к нему прикрепляют установочные сухари 1 и 2.

Для корпусных деталей, у которых надо растачивать сквозные отверстия е длинными осями, что в обычных условия требует применения двухопорных борштанг, поддерживаемых втулкой в люнете задней стойки, делаются зеркальные шаблоны. Один шаблон устанавливается со стороны передней стенки детали, а другой — зеркальный — со стороны задней стенки.
С помощью таких шаблонов растачивание отверстий в детали можно производить с двух сторон методом консольной обработки, так как известно, что консольная обработка имеет ряд преимуществ по сравнению с обработкой двухопорным инструментом.
На фиг. 254 показано установочное приспособление, оборудованное с двух сторон шаблонами 1 и 2 для координирования инструмента.
Обрабатываемую деталь устанавливают базовым основанием на поверхности брусьев 3 м закрепляют, правильно ориентируя ее относительно шаблонов.
При использовании таких приспособлений значительно сокращается время, необходимое на установку и выверку детали.

Для координации инструмента при помощи шаблона в шпиндель станка устанавливают индикаторный центроискатель. Шпиндель глазомерно совмещают с отверстием. При этом надо учитывать, что ошибка такого совмещения не должна быть больше 5 мм; в противном случае индикатор может сломаться, так как максимальный ход его измерительного штифта равен 10 мм. Кнопка на мерительном рычаге центроискателя вводится в контакт с поверхностью отверстия в шаблоне. Поворачивая шпиндель, наблюдают отклонения стрелки индикатора и устанавливают шпиндель в такое положение, при котором никаких отклонений стрелки не будет замечено. Центроискатель снимают и устанавливают необходимый для обработки инструмент.
Точность совмещения оси шпинделя с осью отверстия в шаблоне при помощи индикаторного центроискателя может составлять 0,01 мм.
В ряде случаев, когда растачиваемая деталь имеет сквозные отверстия с очень длинными осями, нет возможности выполнить обработку с двух сторон консольным методом, так как возникает необходимость вести растачивание с очень большой длиной общего вылета. При таких условиях приходится производить растачивание борштангами с опорой в люнете задней стойки.
Метод координирования борштанг при помощи шаблонов разделяется на три этапа:
1) шпиндель совмещают с шаблоном по способу, рассмотренному выше;
2) производят предварительную установку люнета задней стойки;
3) окончательно координируют положения борштанги и люнета задней стойки.
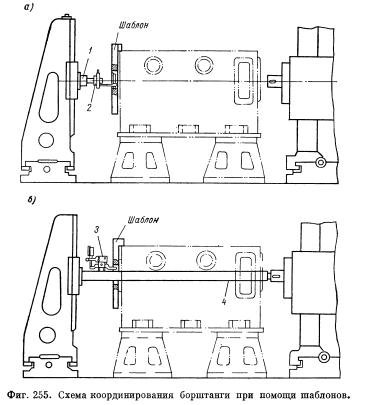
На фиг. 255, а показана предварительная установка задней стойки расточного станка-колонки. Обрабатываемая деталь установлена и выверена относительно станка.
На заднюю стенку детали надо навесить шаблон, ориентированный по ее базовым поверхностям; во втулку люнета задней стойки вставить валик 1 с конусным отверстием, в нем установить индикаторный центроискатель 2 и после соответствующей выверки придать люнету необходимое положение.
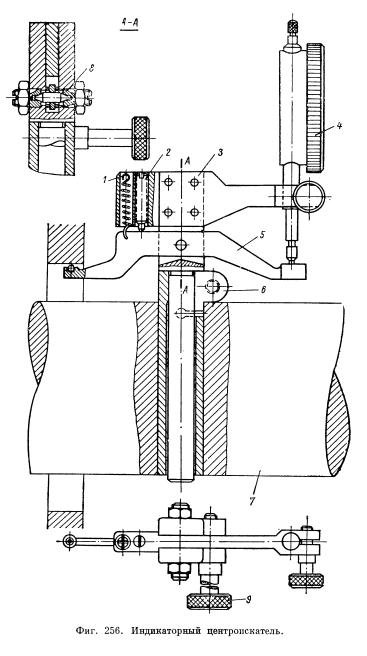
Затем в отверстия детали через втулку в люнете вводят борштангу 4 (фиг. 255, 6) и устанавливают в шпиндель. В отверстие борштанги вставляют индикаторный центроискатель 3. Этот центроискатель (фиг. 256) состоит из корпуса 3 с цилиндрическим хвостовиком, который вставляют в отверстие борштанги 7 через переходную втулку 6 и закрепляют винтом 9. В корпусе 3 на центрах 8 устанавлен мерительный рычаг 5, упирающийся в штифт индикатора 4. Для того чтобы пружина индикатора была разгружена, чем обеспечиваются более точные измерения, кнопка рычага 5 прижимается к поверхности отверстия шаблона пружиной 1. Ограничивающим винтом 2 осуществляется поддерживание конткта рычага 5 со штифтом индикатора.
Поворачивая борштангу со шпинделем, наблюдают отклонения стрелки индикатора центроискателя 3 (фиг. 255, б), штифт которого скользит по поверхности отверстия шаблона. В соответствии с замечаемыми отклонениями поправляют положение люнета задней стойки и производят обработку.