 Главная
ГлавнаяКогда в обрабатываемой детали допускается получение относительно невысокой точности в расположении отверстий от базовых поверхностей, допускается применение метода пробных расточек. При этом методе первое обрабатываемое отверстие растачивается на окончательный размер, при совмещенной оси шпинделя с осью отверстия по разметочным рискам.
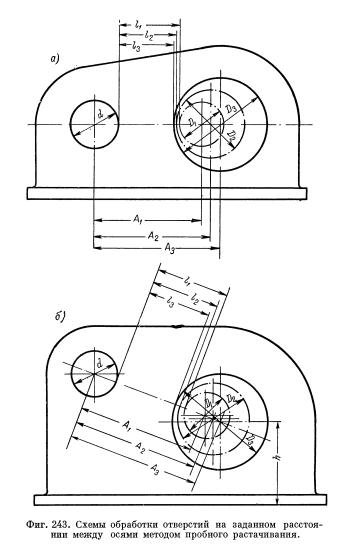
После растачивания первого отверстия совмещают шпиндель со вторым отверстием по разметочной риске. Второе отверстие растачивают на диаметр менее заданного и на небольшую глубину. Путем измерения l1 и D1 (фиг. 243, а) определяют фактическое расстояние между осями отверстий. Установив отклонение размера A1 от заданного межосевого расстояния, перемещают деталь со столом на размер необходимой поправки в соответствующем направлении, затем вновь производят растачивание на небольшую глубину на диаметр несколько больший, чем при первой пробной расточке, и повторяют измерения l2 и D2 для определения A2. Пробное растачивание производят последовательно, до тех пор пока межосевое расстояние A3 не окажется равным, или в пределах допустимых отклонений, расстоянию между осями отверстий, заданному чертежом.
Недостатками метода пробных расточек являются:
а) необходимость определения расстояния между осями отверстий путем сложения трех величин D, d и l, при измерениях которых неизбежны ошибки;
б) непроизводительная затрата времени на выполнение пробных расточек и измерений;
в) ограниченная возможность применения метода в тех случаях, когда второе (или третье относительно второго и т. д.) отверстие допускается расположить на неточном расстоянии от базовой поверхности, например, основания.
Из схемы на фиг. 243, б видно, что изменение расстояния h, фактически полученного при пробном растачивании, связано с перемещением обрабатываемой детали в горизонтальном направлении, а шпинделя — в вертикальном направлении, вследствие чего обеспечить точную величину h при столь же точном выполнении расстояния между осями отверстий очень трудно.