 Главная
ГлавнаяТакая проверка в условиях единичного изготовления деталей представляет значительные трудности. В ряде случаев ее целесообразно выполнять, не снимая деталь со станка.
В большинстве корпусных деталей для проверки на перпендикулярность осей отверстий определяют: расстояния осей отверстий до торцовых поверхностей перпендикулярных отверстий; пересечение осей отверстий в одной плоскости или расстояние между осями.
Схемы проверки на перпендикулярность осей отверстий, пересекающихся в одной плоскости, показаны на фиг. 237, а, б и осей, расположенных в разных плоскостях, — на фиг. 237, в.
При проверке по схеме фиг. 237, а в соосные и перпендикулярные отверстия вставляют контрольные валики.
Вилка 1 с двумя мерительными площадками а и b насажена на контрольный валик. Неперпендикулярность осей определяется по величине щели между одной из мерительных площадок а и b и валиком, которая измеряется щупом. Зная величину щели и базовую длину валика l, можно определить угловую погрешность из равенства tga = h/l, где h — размер щели.
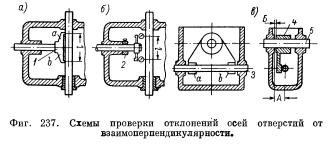
Проверка по схеме фиг. 237, б производится с помощью контрольного валика, на конце которого закрепляется хомутик с индикатором. Доведя штифт индикатора с некоторым натягом до контакта с цилиндрической поверхностью валика, закрепляют кольцо 2 для удержания валика от перемещений. Поворачивая валик в отверстии на 180°, сравнивают показания стрелки индикатора. Разностью показаний характеризуется неперпендикулярность на длине l.
Проверка перпендикулярности осей отверстий по схеме фиг. 237, в выполняется при помощи крестовины 4 с двумя мерительными площадками а и b, расположенными в одной плоскости, перпендикулярной оси ее отверстия. Крестовину надевают на контрольный валик 5 и доводят до контакта мерительные площадки с контрольным валиком 3. Отклонение от перпендикулярности определяют по щели, измеренной щупом.
Точность проверки составляет до 0,06 мм на l = 150 мм, где l — расстояние между мерительными площадками а и b.
Одновременно этим способом проверяется расстояние А от торцовой поверхности у одного из отверстий первой оси до осей вторых двух отверстий путем измерения зазора Б.
Такие проверки расположения осей отверстий относительно торцовых поверхностей необходимы в корпусных деталях для червячных передач,
В корпусных деталях, у которых перпендикулярные отверстия пересекаются в одной плоскости, часто необходимо проверить расстояние от торцовой поверхности одного из отверстий до оси другого отверстия. Проверка этого расстояния выполняется по схеме, показанной на фиг. 238. К торцовой поверхности у отверстия прикладывают плитку, толщина которой заранее измерена. Расстояние А измеряют наборами концевых мер. Проверяемое расстояние l = A + К + d/2. Точность измерения в пределах 0,04 мм.
Проверка перпендикулярности торцовых поверхностей отверстия и плоскостности этих поверхностей производится с помощью специальных контрольных инструментов (фиг. 239). Короткий валик, имеющий диаметр d, изготовляется с допуском скользящей посадки 1-го класса точности C1 и оснащен буртиком, торцовая поверхность которого точно перпендикулярна цилиндрической поверхности.
При проверке поверхность буртика доводится до контакта с проверяемой торцовой поверхностью. По величине зазора А определяют отклонение от перпендикулярности.
Точность проверки 0,04 мм для отверстий, расточенных по 2-му классу точности.
Плоскостность торцовых поверхностей у отверстий проверяется нанесением на торцовую поверхность буртика тонкого слоя краски (0,003—0,004 мм) и поворачиванием валика, вставленного в отверстие, на 90—120. Если проверяемая поверхность правильна, следы краски распределяются на ней равномерно.

Другим способом проверки перпендикулярности торцовых поверхностей является проверка с помощью индикатора (фиг. 240).
Корпус 1 проверяемой детали устанавливают на контрольной плите. Рядом, приблизительно перпендикулярно оси отверстий, ставится угольник 5. В отверстия непосредственно или через втулки вставляется валик 4; его конец через шарик 6, вставленный в центровое гнездо на торце валика, упирается в поверхность угольника. Co стороны проверяемой торцовой поверхности на валике закрепляют хомутик 3 с индикатором 2.
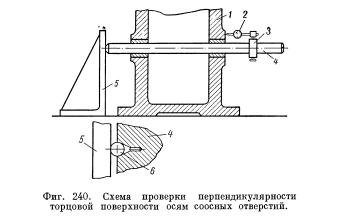
Проверка выполняется поворотом валика вокруг оси с легким прижатием шарика к угольнику 5. Сумма отклонений стрелки индикатора равна величине неперпендикулярности на радиусе окружности, описываемой его штифтом.
Точность проверки этим способом равна 0,02 мм.
Таким способом рекомендуется проверять торцовые поверхности, расположенные на больших радиусах от оси отверстия.