Главная
ГлавнаяПроверка на соосность двух или нескольких отверстий контрольным валиком показана на фиг. 228. В два соосных отверстия детали 1 вставляют контрольные втулки 2 и 4, а в них — контрольный валик 3. Если валик входит легко и может быть повернут в отверстиях втулок, отверстия детали 1 признаются соосными. При таком методе, однако, невозможно определить фактическую величину несоосности, так как он в значительной мере является субъективным. Точность определения несоосности в этом случае зависит от жесткости валика и величины расстояния L. Обычно при L < 200 мм и диаметре валика d > 30 мм устанавливается несоосность не менее 0,15 мм.
Более точный метод проверки на соосность приведен на фиг. 229.

Здесь в одно из отверстий непосредственно или через контрольную втулку вставляют валик с надетыми на него хомутиком и рычагом 1 с индикатором 2. В другое отверстие вставляют контрольный валик 3, также непосредственно или через втулку. Мерительный штифт индикатора вводят в контакт с валиком и устанавливают стрелку на нуль. При поворачивании первого валика на 360° замечают наибольшее отклонение стрелки индикатора, которое COставляет величину 2е, равную удвоенной величине несоосности отверстий. Точность проверки изложенным методом находится в пределах 0,04 мм, если контрольные валики плотно входят в отверстия.

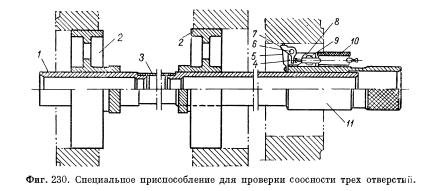
Для проверки соосности трех и более отверстий в тех случаях, когда их диаметры больше 150 мм, применяют специальное приспособление (фиг. 230). Оно состоит из трубы 3, соединяющей две запрессованные в нее точные и соосные по всей длине направляющие втулки 1. На них надеты контрольные втулки-диски 2 и длинная втулка 11. Между втулками 2 и 11 по сопрягаемым поверхностям обеспечивается минимальная величина зазора. На втулке 11 закреплено индикаторное устройство посредством бобышки 8, в которой сухариком 9 зажат индикатор 10. В пазу бобышки 8 на оси 6 качается рычажок 7; плоской пружиной 5 он все время приподнимается так, что касается стенки отверстия; его приподнимание ограничивается упором 4, запрессованным в бобышку 8.
При проверке втулку 11 поворачивают за накатанную головку на 360° и наблюдают наибольшее отклонение стрелки индикатора; его величина равна удвоенной величине несоосности (2е) данного отверстия относительно общей оси первых двух отверстий.
Достигаемая точность проверки описанным приспособлением находится в пределах 0,02—0,03 мм.