 Главная
ГлавнаяОтверстия конической формы различаются по диаметрам и конусности.
Обработка конических отверстий на расточных станках производится двумя способами: коническими сверлами и развертками; растачиванием резцом при помощи специальных расточных головок.
Первым способом обрабатываются конусные отверстия, больший диаметр которых не превышает 80 мм.
Конические развертки по конструкции разделяются на черновые, промежуточные и чистовые.
Черновая коническая развертка приведена на фиг. 208, а. Режущая часть развертки имеет длину l значительно большую, чем длина l0 обрабатываемого ею конусного отверстия. На всей ее длине, по винтовой линии с шагом S, расположены ступени возрастающих диаметров. Срезание стружки осуществляется торцовыми режущими кромками к. Эта развертка связывается коническим хвостовиком со шпинделем станка.

В качестве промежуточных или предварительных конических разверток применяют так называемые лопаточные развертки (фиг. 208, б), имеющие только два режущих лезвия, образующих конус. Благодаря наличию только двух режущих лезвий при обработке лопаточными развертками обеспечивается хорошее размещение срезаемой стружки, что позволяет при работе ими удалять относительно большой слой металла. Затачиваются лопаточные развертки по задним поверхностям, образующим задние углы (см. сечение аа, фиг. 218, б). Лопаточные конические развертки закрепляются в шпинделе станка также коническими хвостовиками.
Чистовая коническая развертка приведена на фиг. 208, в. Наименьший диаметр конической развертки D1 меньше наименьшего диаметра конусного отверстия, а больший диаметр D 2 больше диаметра D отверстия.
Обработка конусных отверстий с применением конических разверток производится в следующем порядке:
1) сверление или сверление и рассверливание цилиндрического отверстия диаметром на 2—3 мм меньше, чем наименьший диаметр конусного отверстия;
2) растачивание или зенкерование цилиндрического отверстия диаметром на 0,5—1,5 мм меньше, чем наименьший диаметр конусного отверстия; эта обработка производится с целью выравнивания припуска по окружности отверстия;
3) развертывание черновой разверткой так, чтобы наибольший диаметр конусного отверстия был меньше окончательно обработанного на 0,8—1,0 мм;
4) развертывание лопаточной разверткой так, чтобы наибольший диаметр конусного отверстия был меньше наибольшего диаметра окончательно обработанного отверстия на 0,4—0,6 мм;
5) развертывание чистовой разверткой.
He производится зенкерование или растачивание цилиндрических отверстий перед развертыванием черновой конической разверткой в случаях обработки конических отверстий, у которых наибольший диаметр меньше 45 мм, а также коротких конусных отверстий при обработке с небольшим вылетом инструмента.

При обработке конических отверстий диаметром больше 60 мм вместо развертывания черновой разверткой применяется предварительное ступенчатое растачивание. Конусное отверстие по всей длине делят на равные участки и каждый из них растачивают (фиг. 209, а) на диаметр несколько меньший, чем наименьший диаметр поперечного сечения конуса, соответствующего данному участку.
Для определения диаметров ступенчатых участков и соответствующих им длин от переднего базового торца применяется следующий прием.
Берется конусный калибр-пробка (фиг. 209, б) и делится на длины, равные тем длинам, на которые будет производиться растачивание цилиндрических ступеней.
Длины l1, l2, l3 и l4 отмеряются от второй риски на калибре. Известно, что диаметрами по сечению первой и второй рисок на калибре ограничивается наибольший диаметр конусного отверстия. По сечениям на длинах l1, l2, l3 и l4 измеряют диаметры d1, d2, d3 и d4. Измеренные диаметры уменьшают на величину припуска А, достаточную для обработки конусного отверстия при последующем развертывании. На эти диаметры и производится растачивание цилиндрических участков.
Другой способ применяется при обработке конусных отверстий диаметром свыше 80 мм. Применяемые для растачивания специальные концевые головки приведены па фиг. 210.
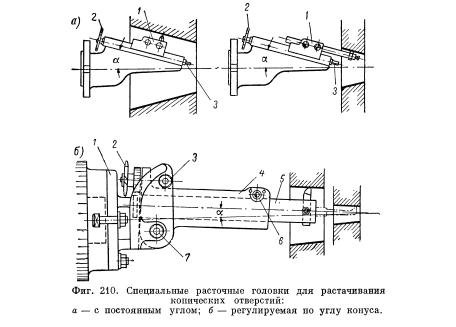
Головки с постоянным углом конуса показаны на фиг. 210, а; их закрепляют на радиальном суппорте планшайбы станка.
В резцедержателе 1 закрепляют резец или оправку с резцом и в процессе обработки перемещают его по наклонным направляющим при помощи винта 3, ввернутого в гайку резцедержателя. На конце винта насажена звездочка 2. Путем поворотов звездочки с помощью пальцев-упоров вращается винт. Установку на необходимые диаметры производят перемещением радиального суппорта планшайбы.
Расточная головка, позволяющая производить консольную обработку конических отверстий с различной конусностью, показана на фиг. 210, б.
Головка состоит из кронштейна 1, в котором на оси 7 может поворачиваться на различные углы наклона корпус 4. Развернутый на необходимый угол корпус дополнительно закрепляется болтами 3. В корпусе имеется цилиндрическое отверстие, в котором помещен шпиндель 5; его перемещение вдоль оси осуществляется винтом, ввернутым в гайку шпинделя. Винт через шестерню, насаженную на его конце, соединен с шестерней звездочки 2. При повороте звездочки повертывается винт и перемещает шпиндель головки. На шпинделе закрепляют резец, вставляемый в отверстие, перпендикулярное оси шпинделя, или в отверстие с торца (см. изображение пунктиром), в первом случае для растачивания больших, во втором — малых отверстий. Точная установка на необходимый диаметр растачивания производится путем выдвижения резца из шпинделя 5. Для уменьшения зазора между шпинделем 5 и поверхностью отверстия, в котором шпиндель перемещается, винтом 6 стягивается корпус 4, имеющий на этом участке продольный сквозной паз.
При использовании описанной головки имеется возможность производить консольное растачивание конических отверстий различных диаметров. Длина растачиваемых отверстий ограничивается длиной винта, перемещающего шпиндель головки, и жесткостью шпинделя, которая зависит от длины его вылета и диаметра.
Растачивание ведется в несколько черновых, получистовых и чистовых проходов. Черновых проходов тем больше, чем больше конусность. При растачивании необходимо изменять положение неподвижного пальца-упора, о который задевает зуб звездочки при каждом повороте головки, в соответствии с увеличением диаметра растачивания, если это увеличение осуществляется с помощью перемещения радиального суппорта планшайбы. Невыполнение этого обязательного условия может привести к поломке звездочки или самой головки.
Для обработки конических отверстий значительной длины и больших диаметров применяются специальные суппорты на борштангах (фиг. 211), Суппорт состоит из корпуса 5, фиксируемого на борштанге 1 штырем 2 и шпонкой 4 и закрепляемого болтами 3.
Корпус имеет направляющие поверхности в форме ласточкина хвоста, вдоль которых может перемещаться ползун-резцедержатель 7 при помощи винта 6, ввернутого в гайку 8 и помещенного цилиндрическими шейками в отверстия корпуса 5. На конце винта (со стороны шпиндельной бабки станка) насажена шестерня 9, соединенная с ним шпонкой.
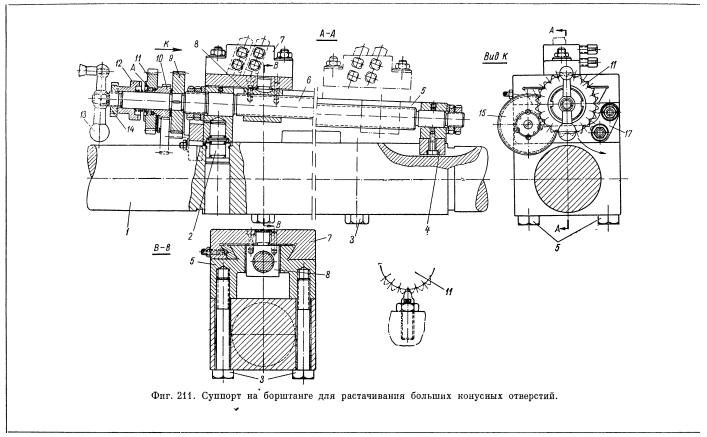
При помощи торцовых зубьев А находящиеся рядом шестерня 10 и звездочка 11, свободно вращающиеся на шейке винта, могут быть соединены с муфтой 12 путем завинчивания гайки 14.
Подача ползуна 7 по направляющим поверхностям корпуса осуществляется автоматически; ручное установочное перемещение производится рукояткой 13. При задевании звездочки 11 за неподвижный упор, укрепленный на отдельном кронштейне, могут быть получены автоматически две различные по величине подачи: мелкая при чистовом растачивании и более крупная при черновом. Мелкая подача получается от поворота звездочки 11 через две пары шестерен 9, 10, 15 и 16. При этом муфта 12 не соединена со звездочкой. Крупная подача осуществляется через шестерни 9 и 16, выключенные из зацепления с шестернями 10 и 15 путем поворота рычага 17 в направлении, указанном стрелкой, а муфта 12 соединяется со звездочкой 11 посредством завинчивания гайки 14.
При растачивании за несколько проходов или различных по величине отверстий увеличение диаметров выполняется переустановкой резцов, т. е. увеличением их вылета.
Скорости резания при обработке конических отверстий развертками применяются такие же, как при черновом и чистовом развертывании цилиндрических отверстий. Подачи при развертывании конических отверстий следует уменьшать по сравнению с рекомендуемыми для развертывания цилиндрических отверстий на 20—30%. При развертывании конических отверстий приходится пользоваться ручной подачей.
Ввиду того, что выход стружки значительно затруднен, необходимо периодически выдвигать развертки из отверстия для удаления накапливающейся стружки.
Режимы обработки конических отверстий растачиванием при помощи описанных выше головок и суппорта выбираются цо таблицам рекомендуемых режимов обработки для цилиндрических отверстий: в случаях консольной обработки — по таблицам для растачивания концевыми оправками и при растачивании суппортами на борштангах — по таблицам для растачивания борштангами, установленными на две опоры, но с поправочным коэффициентом 0,0—0,7, вводимым в связи с дисбалансом, вызываемым размещением головок и суппортов.