Главная
ГлавнаяПриступая к обработке, надлежит тщательно изучить чертеж детали, чтобы выявить, какие размеры и формы должны быть соблюдены и каковы допустимые при этом отклонения.
Следует различать точность размеров и точность форм.
Точность размеров определяется отклонениями: диаметров отверстий и диаметров внешних цилиндрических поверхностей от номинальных размеров и расстояний между торцовыми поверхностями, между осями отверстий от номинальных линейных размеров.
Точность форм определяется отклонениями от правильной геометрической формы цилиндрических поверхностей — овальностью, конусностью, волнистостью, седловидностью и бочкообразностью — и торцовых поверхностей в виде вогнутости, выпуклости, волнистости, неперпендикулярности и т. д.
В чертежах, кроме размеров и допусков на них, должны быть указаны параллельность, перпендикулярность, соосность, овальность и т. д. Каждое из этих требований является составной частью технических условий на изготовление детали. Выполнение этих технических условий столь же важно, как и получение необходимых размеров.
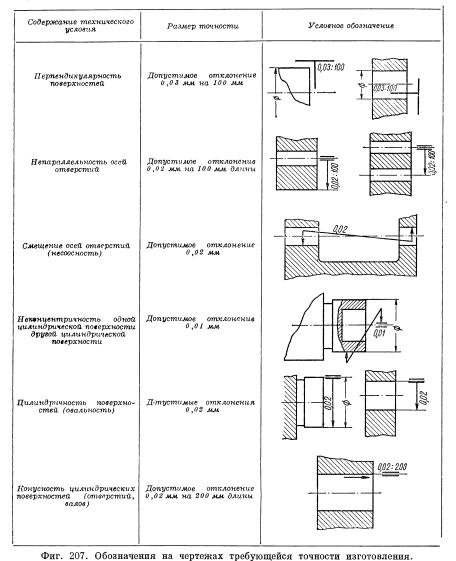
На. фиг. 207 приведены условные обозначения в чертежах технических условий на изготовление, связанные с соблюдением форм и взаимного расположения отверстий и других поверхностей.
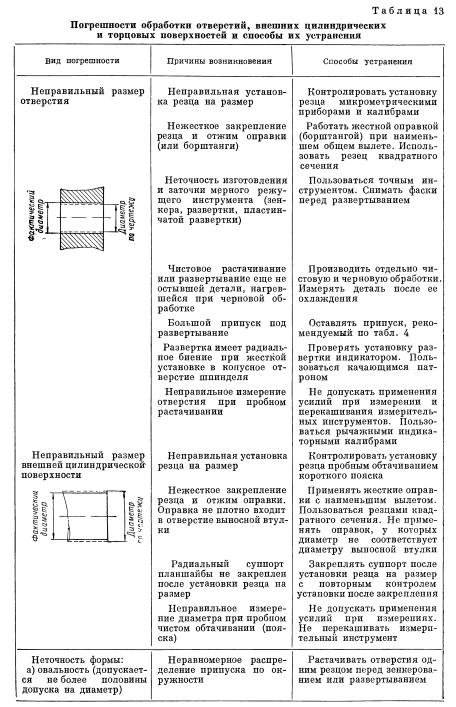
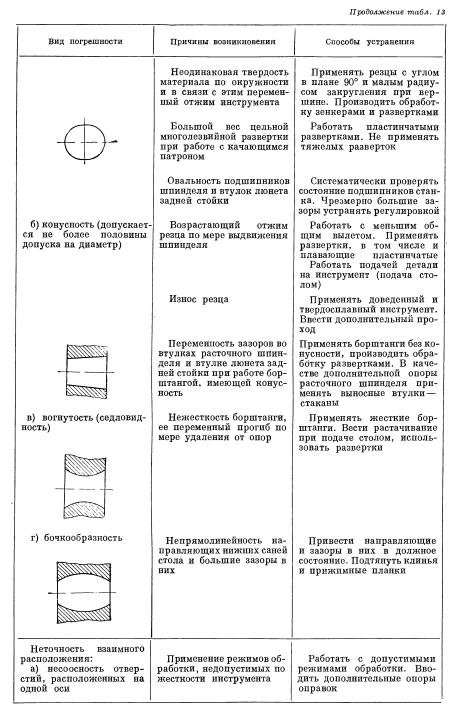
В процессе обработки вследствие неисправности инструмента и приспособлений, недостаточной точности и жесткости станка могут возникнуть погрешности, выходящие за пределы допустимых отклонений, что приводит к получению брака.
Для того чтобы не допустить брака, надо знать причины его возникновения и способы устранения этих причин.
Различные виды погрешностей и причины, их вызывающие, а также меры их устранения приведены в табл. 13.
Кроме точности обработки, важна и чистота обработанных поверхностей. Чистота поверхности обычно находится в прямой зависимости от размерной точности: чем точнее должны быть выполнены размеры, тем чище должны быть обработанные поверхности.
Как известно, степень шероховатости поверхностей по ГОСТ 2789—59 определяется средним арифметическим отклонением профиля Ra в мк и высотой неровностей Rz мк при базовой длине 1 в мм.
Высота неровностей Rz не должна превышать 10—25% от величины допуска, установленного для того или иного класса точности.
Например, при обработке отверстия диаметром 100 мм с точностью, соответствующей 2-му классу, допуск составляет 70 мк. Следовательно, наибольшая высота неровностей не должна быть больше 7—17 мк, что соответствует 5-му классу чистоты, для которого Rz не более 20 мк.
Получение необходимой чистоты поверхности зависит от следующих факторов:
1) вида режущего инструмента (резец, зенкер, развертка);
2) геометрических параметров режущего инструмента и материала режущей части;
3) режима обработки;
4) материала, из которого изготовляется обрабатываемая деталь;
5) жесткости станка, инструмента и детали;
6) охлаждения.
Наиболее устойчиво и просто лучшая чистота поверхности достигается применением при чистовой обработке разверток. Развертыванием можно получить 7 и 8-й классы чистоты поверхности (v7 и v8).
Растачиванием резцом обеспечиваются 5 и 6-й классы чистоты, а при тонком растачивании одним резцом с глубиной резания не более 0,3—0,4 мм, при подачах не более 0,05 мм на один оборот и высоких скоростях резания, достигаются 7—8-й классы чистоты поверхности.
Необходимо вести обработку резцами с большими главными углами в плане ф = 75° для стали и ф = 90° для чугуна. Задние углы для достижения лучшей чистоты поверхности следует принимать не менее 8—10°. Как передние, так и задние поверхности резцов должны быть доведены до чистоты поверхности, соответствующей 10-му классу.
Значительное улучшение чистоты поверхности получается при наличии радиуса при верните резца (1,5—2,0) s, где s — величина подачи в мм/об.
Отделочное растачивание чугунных деталей следует производить резцами, оснащенными твердыми сплавами ВКЗ или ВК2, при скоростях резания в пределах v = 100—120 м/мин с использованием коротких, жестких концевых оправок, когда общий вылет инструмента не более 5d, где d — диаметр оправки.