 Главная
ГлавнаяЭтот вид обработки (фиг. 151, в, г, д, е, ж, м, н) характеризуется некоторыми особенностями. Такие отверстия начинают обрабатывать со ступени, имеющей наименьший диаметр. Если обработка ведется в сплошном материале, первым переходом должно быть сквозное сверление или сверление и рассверливание под последующую обработку (фиг. 179, а). Выбор диаметра сверл, назначение припусков производятся так же, как при обработке гладких отверстий.
В тех случаях, когда участок отверстия с наименьшим диаметром под последующую обработку может быть лишь просверлен, то следующую, большую ступень отверстия подготовляют под последующую обработку рассверливанием (фиг. 179, б). Длина l1 рассверленного участка должна быть короче длины ступени на величину припуска, который должен быть оставлен для чистовой обработки торцовой поверхности. Для этого измеряется высота е конуса сверла и вершина его подводится к передней торцовой поверхности детали, так чтобы находиться на одной с ней плоскости. В этом положении замечается показание лимба, по которому отсчитывается перемещение расточного шпинделя, если рассверливание будет выполняться при подаче инструмента на деталь. Если же рассверливание будет осуществляться с подачей детали на инструмент, то замечается показание по нониусу линейки продольного перемещения стола. Углубление сверла в деталь производится на величину е+l1. Длина рассверливаемого участка может проверяться и непосредственным измерением глубиномером или измерительной линейкой, но для этого необходимо несколько раз останавливать станок и выводить сверло из отверстия.
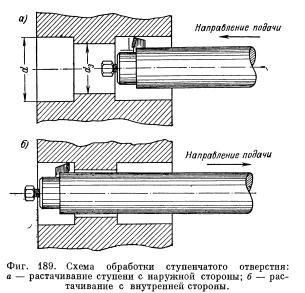
После чистового растачивания участка отверстия с меньшим диаметром, участок с большим диаметром растачивают упорно-проходным или подрезным расточным резцом с углом ф = 90° (фиг. 189, а, б). Если внутренняя торцовая поверхность должна быть строго перпендикулярна к оси отверстия, то при получистовой и чистовой обработках оставляют припуск 0,2—0,3 мм, а затем перед окончательной обработкой торцовой поверхности проверяют перпендикулярность положения главной режущей кромки резца и достаточность ее длины.
Обработка внутренних торцовых поверхностей подрезными резцами производится при направлении подачи вдоль оси отверстия. Отсчет длины ступени выполняется в том же порядке, как это было изложено для рассверливания.
Обработка участка отверстия с большим диаметром не в начале, а в конце отверстия производится левыми упорно-проходными и подрезными резцами, как показано на фиг. 189, б.
Ступенчатые отверстия могут быть обработаны специальными ступенчатыми зенкерами (фиг. 139, б) после их сверления или рассверливания. Преимущество обработки такими зенкерами состоит в том, что одновременно обрабатываются два участка отверстия с разными диаметрами и устраняется необходимость в установке резцов на размер.
Калибровка ступенчатых отверстий производится многолезвийными и пластинчатыми развертками. При калибровке ступенчатых отверстий в чугунных деталях необходимо учитывать, что заборная часть разверток для чугуна имеет относительно большую длину, а поэтому не вся длина ступени может быть обработана. Для того чтобы этого не произошло, в конце ступени делают кольцевые углубления необходимой длины или применяют развертки с небольшой длиной заборной части.
Растачивание канавок или выемок в ступенчатых отверстиях небольших диаметров представляет значительные трудности. Объясняется это тем, что концевой инструмент для обработки отверстий диаметром до 80 мм не позволяет осуществлять подачу резцов в радиальном направлении.
Для обработки канавки (кругового паза в отверстии) несколько искаженной формы устанавливают канавочный резец в таком положении, чтобы им можно было обработать отверстие, равное диаметру растачиваемого. Затем оправку вводят в отверстие и для того, чтобы резец прошел в него, шпиндель станка смещают вниз от центра отверстия на некоторую необходимую величину, которую следует запомнить (отсчет ведется по линейке и нониусу). После установки резца на необходимом расстоянии от торцовой поверхности, шпиндель станка приводится во вращение и его перемещают в вертикальном направлении, до тех пор пока он не переместится на размер h от центра отверстия (фиг. 190); при этом будет обработан участок канавки по радиусу из центра 1.
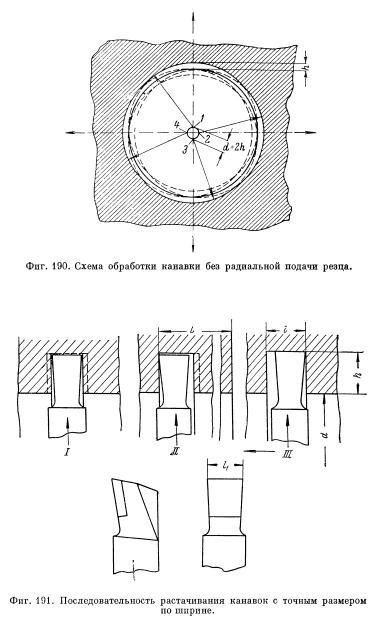
Выключив подачу, изменяют ее направление на противоположное и производят в том же порядке обработку участка канавки по радиусу из центра 3. Затем совмещают ось оправки с центром отверстия и при подаче стола вправо обрабатывают участок канавки по радиусу из центра 2. После изменения направления подачи аналогично обрабатывается участок канавки по радиусу из центра 4.
Канавки, ширина которых должна быть выполнена относительно точно, обрабатываются по схеме, приведенной на фиг. 191. Используется канавочный прорезной резец, ширина главной режущей кромки которого l1 меньше ширины канавки l > l1.
Обработка по радиусам из центров 1, 2, 3, 4 производится г, каждом случае за три прохода. При проходе 1 прорезается средняя часть выемки; при проходе II подрезается одна сторона выемки и выдерживается размер L, на котором она должна находиться от торцовой поверхности отверстия. При проходе III подрезается вторая сторона паза и выдерживается ее ширина l.
Обработка выемок кольцевых пазов у отверстий с диаметром более 60 мм производится концевыми оправками с радиальной подачей резца (фиг. 157, б). Применение таких оправок позволяет обрабатывать выемки концентрично отверстию.
У отверстий с большими диаметрами выемки обрабатывают канавочными резцами, закрепленными в оправках, установленных на суппорте планшайбы с радиальной подачей последнего.
На расточных станках, не имеющих планшайб с радиальным суппортом, консольная обработка выемок выполняется с помощью концевого суппорта (фиг. 163) с радиальной подачей.

Обработка глухих отверстий затруднена следующими обстоятельствами:
а) стружка, образующаяся в процессе обработки, труднее удаляется из отверстия; имеет место повышение нагрева режущего инструмента;
б) несвоевременное выключение подачи может привести к поломке инструмента и станка.
Для обработки глухих отверстий применяются концевые оправки с наклонным отверстием под резец (фиг. 192). Последний должен быть установлен так, чтобы его режущее лезвие было впереди оправки. Диаметр d1 углубления, остающегося от предварительного сверления или рассверливания, должен быть таким, чтобы полуразность с диаметром d была меньше, чем длина режущей кромки резца.
Растачивание борштангами с опорой в люнете задней стойки производится при больших расстояниях между крайними отверстиями. Наличие двух опор сопровождается повышением жесткости системы борштанга — резец — станок при диаметрах борштанг, равных диаметрам концевых оправок.
Если для концевых оправок величина прогиба f под действием усилия резания определяется по формуле

то для борштанг в случае приложения усилий в середине между опорами этот прогиб равен

составляющая резания в кг;
l — длина вылета оправки или расстояние между опорами борштанги;
E — модуль упругости материала, из которого изготовлена оправка или борштанга (для стали E = 2*10в6 кг/см2);
J — момент инерции сечения оправки или борштанги.
В нашем примере J = 0,05d4, где d — диаметр борштанги.
На номограмме (фиг. 193) приведена зависимость прогиба борштанг от их диаметров, расстоянии, между опорами, положений резца относительно опор и усилий резания.
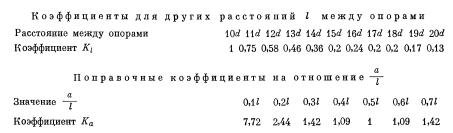
Здесь величина прогиба / определена при расстоянии между опорами l = 10d и при работе резцом, закрепленным на расстоянии а =l/2. Для других l и других значений а — расстояний от одной из опор до резца — результаты, приведенные по номограмме, должны быть умножены на соответствующие коэффициенты.
К основным недостаткам растачивания при помощи борштанг относятся:
а) трудность введения борштанг в растачиваемые отверстия и связанные с этим значительные затраты рабочего времени;
б) неудобства измерения обрабатываемых отверстий в процессе растачивания;
в) зависимость диаметра борштанг от диаметров еще необработанных отверстий и равномерности распределения в них припуска на обработку;
г) необходимость в точном совмещении оси шпинделя и втулки в люнете задней стойки;
г) уменьшение скоростей резания по сравнению с возможными скоростями при обработке с концевыми оправками.
Перед тем как начать обработку при помощи борштанги, последняя должна быть выверена. Цель выверки — обеспечить соосность борштанги с осью вращения шпинделя.

При черновом растачивании выверку можно не производить, если работа выполняется на станке с встроенной задней стойкой, например у станков моделей 262Г, 2620. У этих станков люнет задней стойки, как известно, перемещается одновременно со шпиндельной бабкой, при этом сохраняется соосность шпинделя и втулки люнета с точностью до 0,15 мм.
При чистовом растачивании выверка борштанги обязательна после совмещения шпинделя станка с осью обрабатываемого отверстия. Проверка правильности ее положения производится как в горизонтальной, так и в вертикальной плоскостях.
Существует несколько методов проверки положения борштанг, с помощью которых достигаются различные точности.
Схемы проверки положений по высоте приведены на фиг. 194. Наиболее простой, но и наименее точной является проверка с помощью рейсмуса от плоскости стола или плиты станка (фиг. 194, а). У соединения борштанги со шпинделем при помощи рейсмуса фиксируется высота по наивысшей точке борштанги; эта высота сравнивается с высотой у опоры в задней стойке. Путем вертикального перемещения люнета задней стойки высоты уравниваются. Точность проверки рейсмусом находится в пределах 0,1—0,15 мм.
Выверка по высоте с помощью микрометрических штихмасов (фиг. 194, б) более точна, но неудобна, так как необходимо обеспечить перпендикулярность штихмаса к плоскости стола, для того чтобы измерения высот были правильны.
Точной и удобной является проверка при помощи индикатора, закрепленного на штативе (фиг. 194, в), которая позволяет достигнуть правильности положения борштанги в пределах 0,02—0,04 мм.
При обработке крупногабаритных деталей высота от стола или плиты станка до борштанги оказывается значительной, более 300—400 мм. В этих случаях применение индикаторов требует высоких штативов, которые оказываются недостаточно жесткими, что сопровождается понижением точности выверки. Устранение этого достигается при использовании рамных уровней (фиг. 194, г).
Рамные уровни имеют точность 0,04 мм на 1 пог. м. Проверка так же, как и в предыдущих случаях, производится при двух положениях уровня.
Выполняя выверку этим методом, следует учитывать прогиб борштанги под действием собственного веса и вносить соответствующие поправки в показания уровня (табл. 10).

На фиг. 194, д приведена схема проверки индикатором на перпендикулярность борштанги торцовой поверхности планшайбы.
На борштангу 3, в некотором удалении от соединения ее со шпинделем, надевают хомут 2. В него закрепляют штатив с индикатором 1. Контроль по торцовой поверхности планшайбы производится вручную поворачиванием шпинделя на 360s и путем наблюдения за изменениями в показаниях индикатора.
Если показания неизменны, борштанга занимает положение, перпендикулярное торцовой поверхности планшайбы и, следовательно, ось ее не искривлена опорой в люнете задней стойки.

Схема проверки правильности положения борштанги в горизонтальной плоскости приведена на фиг. 195. На стол или плиту станка укладывают линейку 2, которую выверяют на параллельность шпинделю и закрепляют.
Вдоль линейки, перемещают ползунок-подставку 1, прижимая ее к линейке. На штативе подставки закреплен индикатор 3. При проверке сравниваются показания индикатора со стороны шпиндельной бабки и со стороны задней стойки. В станках с встроенными задними стойками такая проверка производится эпизодически при необходимости растачивания с высокой степенью точности, а в станках-расточных колонках, у которых задняя стойка устанавливается на стендовой плите станка, эта проверка обязательна во всех случаях работы с борштангой.
На фиг. 196 приведена схема обработки трех соосных отверстий по 2 и 3-му классам точности.
Черновую обработку трех отверстий следует производить одновременно тремя резцами (схема I), причем для этой цели могут быть использованы либо единичные резцы (схема I, а), закрепленные непосредственно в бор-штанге, либо насадные разъемные головки (схема I, б), в каждой из которых закреплены по два резца.
Резцы и насадные головки устанавливают на борштанге, после того как она введена в отверстия детали, и располагают вдоль оси борштанги с таким расчетом, чтобы, по возможности, началась одновременная обработка каждого из отверстий.
Как и при консольной обработке, необходимо стремиться к тому, чтобы корка и неравномерно распределенный припуск были срезаны за один проход, за счет назначения максимально возможной глубины резания. Ho это редко удается и тогда второй черновой проход выполняется после переустановки всех трех резцов на больший диаметр растачивания.
Как правило, на чистовое растачивание оставляется припуск 1,5—2,0 мм на сторону.

При черновом растачивании рекомендуется измерять вылет резцов от цилиндрической поверхности борштанги.
При черновом растачивании с использованием насадных головок с двумя резцами обеспечивается лучшее выравнивание припуска при одном проходе по той причине, что силы резания, действующие в направлении, перпендикулярном к борштанге, и стремящиеся ее отжать от обрабатываемой поверхности примерно уравновешиваются.
При получистовом растачивании (схема II) отверстия подготовляются под окончательную обработку резцами или развертками.
При чистовой обработке необходимо отверстия обрабатывать последовательно, а не все одновременно; это вызывается требованиями повышения точности.
Припуск на обработку при втором проходе для окончательного растачивания резцом оставляют в пределах 0,3—0,4 мм на сторону, а под развертывание 0,2—0,25 мм на диаметр.
При чистовом растачивании нужно использовать доведенные резцы с главным углом в плане 90°.
Уже при первом проходе чистового растачивания установка резцов на размер имеет значительную трудность. Проверка правильности установки производится путем пробного растачивания на длине 2—3 мм и осуществления надежного контроля расточенного участка. Второй проход при чистовом растачивании (схема III) следует производить с использованием аншлажных резцов или микрометрических блоков.
Если калибрование отверстия выполняется развертыванием, то в пазы борштанг устанавливают плавающие пластинчатые развертки. Развертку необходимо подвести к обрабатываемому отверстию так, чтобы ее центрирующая часть плотно вошла в него. Затем, как упоминалось, для правильной самоустановки развертки шпинделю дают вращение, обратное направлению резания и без подачи, а потом меняют вращение на прямое и включают подачу.
Отверстия, имеющие разъемы, например, в случаях съемных крышек, нельзя обрабатывать плавающими пластинчатыми развертками. В местах стыков таких деталей обычно имеются небольшие зазоры; в них может запасть лезвие развертки, что приведет к порче отверстия и поломке развертки.

Растачивание отверстий с диаметрами 300 мм и более производится по схеме, приведенной на фиг. 197. Первое отверстие ступенчатое с диаметрами 500 и 400 мм, второе диаметром 300 мм.
После установки борштанги на нее надевают расточные головки. Для растачивания ступенчатого отверстия целесообразно применить суппорт 1 с радиальной подачей; для растачивания второго отверстия насадную разъемную головку 2 (фиг. 161 и 165). Затем производят окончательную выверку борштанги в горизонтальной и вертикальной плоскостях описанными выше методами.
Черновое, получистовое и чистовое растачивание выполняется в той же последовательности, как и при обработке по схеме (фиг. 196):
1) черновое растачивание поверхности I одним резцом, установленным в суппорт 1;
2) черновое растачивание поверхностей II и III, первой резцом в суппорте 1, после его перенастройки, второй резцом в насадной головке 2;
3) черновая и чистовая обработки торцовой поверхности IV резцом установленным в суппорте 1 при радиальной подаче резца;
4) чистовое растачивание одним резцом поверхности I за два прохода;
5) чистовое растачивание за два прохода поверхности II;
6) чистовое растачивание за два прохода поверхности III.
При обработке соосных отверстий, у которых крайние отверстия особенно далеко отстоят друг от друга, в целях уменьшения прогиба длинных бор-штанг применяются дополнительные опоры — внутренние люнеты.

Универсальная дополнительная опора, удобная для установки в необработанных или грубо обработанных отверстиях, показана на фиг. 198. Она состоит из втулки-корпуса 1, которая надевается на борштангу; втулка 7 является опорой для вращающейся борштанги. В три отверстия в корпусе 1 втулки, расположенных под углом 120° друг к другу, ввинчиваются три винта домкрата 2, 3, 4. Эти винты применяются короткими или длинными, в зависимости от диаметров отверстий, в которые устанавливаются дополнительные опоры. Головки винтов снабжены шестигранниками (под ключ); поверхности головок, контактирующиеся с отверстиями, обработаны по сфере. Для того чтобы эти винты не могли отвинтиться во время обработки, их законтривают другими винтами 6, с медными вкладышами, предотвращающими смятие резьбы 5.
На фиг. 199, а, б приведена схема установки дополнительных опор при обработке пяти соосных отверстий диаметрами 200—350 мм. Крайние отверстия отстоят друг от друга на расстоянии 3500 мм.
В начале обработки дополнительная опора ставится в среднее отверстие (фиг. 199, б); одновременно осуществляется дополнительная выверка борштанги рамными уровнями с целью обнаружения прогиба. Прогиб устраняется регулированием втулки 1 винтами 2, 3 b 4 (фиг. 198). После законтривания винтов 5 положение борштанги еще раз проверяется.
Затем обрабатывают четыре отверстия, расположенных по обе стороны от опоры 1 (фиг. 199, б). В расточенные отверстия вставляют втулки 2 и 3 (фиг. 199, в) при выведенной борштанге. Установленные втулки 2 b 3 применяются в качестве дополнительных опор при обработке среднего отверстия.