 Главная
ГлавнаяРазвертывание является одним из способов окончательной обработки отверстий. Обычно при развертывании достигаются 2-й класс точности и высокая чистота поверхности (v7—v9).
Развертки изготовляют из высокоуглеродистых инструментальных сталей (У10А и У12А), быстрорежущей стали Р18 и армированные пластинками твердого сплава.
Развертки цельные с коническими хвостовиками изготовляются диаметрами 10—32 мм; насадные нормализованные развертки — диаметрами 32—80 мм.
Сборные регулируемые нормализованные развертки изготовляют диаметрами 50—100 мм.
Развертки, получившие нормальное затупление (фиг. 146), затачиваются по заборной части и под зубом (по передней грани).

Тщательная заточка и доводка лезвий разверток обязательны.
Развертки как калибрующий режущий инструмент, обеспечивающий очень чистую поверхность, требуют бережного отношения. Малейшая забоина на режущих кромках развертки вызывает порчу обрабатываемой поверхности — появляются риски. Развертки должны храниться в деревянных или картонных футлярах.
Правильная установка и закрепление разверток в шпинделе станка имеют большое значение для получения точного диаметра отверстия.
В процессе обработки развертка должна самоцентрироваться в отверстии, т. е. перемещаться в направлении имеющейся оси.
При развертывании ось отверстия не выправляется.
Если развертка закреплена так, что ее ось не совпадает с осью вращения шпинделя, диаметр развернутого отверстия будет больше, чем диаметр калибрующей части развертки, и он может выйти за пределы допустимого размера.
Упрощение работы и повышение ее надежности достигаются при закрепления развертки в самоустанавливающихся оправках (фиг. 147).

В самоустанавливающейся оправке между торцами хвостовика 1 и оправки 5 установлен упорный шарикоподшипник 6, воспринимающий усилия в осевом направлении. Для передачи вращения служит поводок 7 с двумя шарообразными шестигранными головками, грани которых повернуты относительно друг друга на 30°. Пружина 2 предохраняет поводок 7 от выпадения из глухого шестигранного отверстия. Все детали патрона соединяются стаканом 3 путем навинчивания его на оправку 5 и фиксируются контргайкой 4.
Развертки насаживаются на оправку 5. Шаровые головки поводка позволяют наклоняться оправке под углом к оси, а упорный шарикоподшипник 6 обеспечивает легкое параллельное перемещение оправки.
Самоустанавливающаяся оправка должна быть отрегулирована на свободное параллельное перемещение и покачивание. Плохая регулировка и износ торцовых поверхностей, контактирующихся с упорным шарикоподшипником, приводят к порче развертываемого отверстия.
При использовании описанной оправки неточность совмещения оси вращения шпинделя станка с осью обрабатываемого отверстия может достигать нескольких десятых долей миллиметра, что не влияет на точность обработки.
При обработке отверстий 2-го класса точности радиальное биение жестко закрепленной развертки не должно превышать 0,02—0,03 мм, т. е. такой величины, которая будет компенсирована упругим отжатием инструмента в процессе развертывания.
Кроме нормализованных (стандартных) разверток в практике машиностроительных заводов применяются насадные развертки больших диаметров для развертывания отверстий от 80 до 200 и даже 250 мм.
Эти развертки делаются со вставными ножами из, быстрорежущей стали или с ножами, в которые впаяны пластинки твердого сплава (фиг. 148).

Большие размеры таких разверток приводят к относительно большому их весу; с целью его уменьшения в корпусе разверток концентрично центральному отверстию делаются сквозные отверстия.
Развертки больших диаметров закрепляются на жестких концевых оправках или борштангах. Работа с самоустанавливающимися оправками в этих случаях недопустима, так как происходит искажение оси отверстия и его формы (эллиптичность).
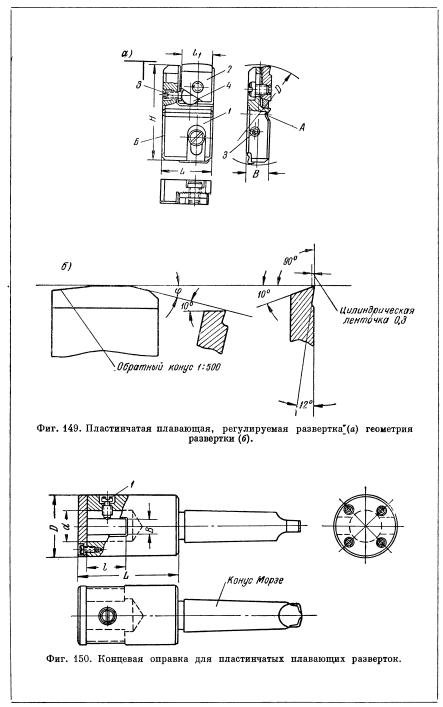
Для окончательной отделки развертыванием отверстий 2 и 3-го классов точности при диаметрах более 80 мм лучше применять пластинчатые — плавающие самоустанавливающиеся развертки (фиг. 149).
Развертка, состоит из корпуса — пластинки 1, в которой закреплены два ножа 2. Ножи могут выдвигаться из корпуса для перехода с одного диаметра на другой путем перемещения их клиньями 4 при завинчивании винтов 3.
Для удержания пластинчатой развертки в оправке на боковой стороне корпуса 1 сделан паз А. Торцовая опорная плоскость Б должна быть строго перпендикулярна к цилиндрическим поверхностям ленточек режущих кромок калибрующей части ножей развертки.
На фиг. 149, б приведена геометрия ножа плавающей развертки; принципиально она не отличается от геометрии обычной многолезвийной развертки.
Пластинчатые плавающие развертки устанавливают в пазах концевых оправок (фиг. 150). Ширина пазов принимается равной толщине В пластины развертки, а длина l на 1—2 мм больше.
Пластина вставляется в оправку так, чтобы ее торцовая опорная плоскость Б (фиг. 149) по всей длине плотно прилегала к задней стенке паза оправки. В оправке пластина удерживается винтом 1 (фиг. 150), который входит в паз А пластины. Между пазом А и конусом винта должен быть оставлен зазор в 0,1—0,15 мм, чтобы пластинчатая развертка могла самоустанавливаться по обрабатываемому отверстию («плавать»).
Развертывание плавающими развертками будет качественно только в том случае, если ось оправки совмещена с осью отверстия с точностью большей, чем величина возможного «плавания» пластины.
При обработке отверстия плавающей пластинчатой разверткой необходимо плотно ввести ее в отверстие заборной частью. Затем шпинделю дают левое вращение, без подачи, для того чтобы пластина самоустановилась; после этого меняют направление вращения на рабочее и включают подачу.
Плавающие развертки можно применять только тогда, когда оправки и борштанги достаточно жестки, т. е. когда длина оправок не более 6d, а длина борштанг между опорами не более 20d.
В случае недостаточной жесткости оправок или борштанг при развертывании плавающими развертками возникают вибрации, что сопровождается ухудшением чистоты поверхности.
При обработке па расточных станках получение точных отверстий диаметром до 80 мм достигается развертыванием, так как развертывание — наиболее производительный способ получения таких отверстий.
При обработке точных отверстий с диаметрами более 80 мм развертывание иногда заменяют растачиванием в тех случаях, когда обрабатываются единичные неповторяемые детали. Это объясняется тем, что неэкономично изготовлять большие развертки для обработки одной-двух деталей.
Развертки в отличие от других многолезвийных инструментов (например, зенкеров) для обработки отверстий имеют малые углы в плане; поэтому при больших подачах на один зуб, характерных для процесса развертывания, снимается очень тонкая стружка. Например, при обработке чугуна разверткой с ф = 4°, при подаче на зуб sz = 0,5 мм, толщина срезаемого слоя равна примерно 0,04 мм. Такая тонкая стружка является основным условием получения высокой чистоты поверхности в пределах 7—8-го классов по ГОСТ 2789—59.
При развертывании, для получения высокой точности обработки, большое значение имеет правильность подготовки отверстия.
Обработка, предшествующая развертыванию, должна обеспечить:
1) правильное расположение отверстия на всей его длине относительно других обработанных поверхностей детали;
2) отсутствие искривления оси отверстия;
3) соответствующий припуск на развертывание.
Величина припуска на развертывание влияет на размер получаемого отверстия и чистоту поверхности.
Если припуск велик, развертка работает не нормально, быстро притупляется, не режет, а мнет металл, в результате чего отверстия получаются нечистыми с размерами, которые иногда значительно отличаются от диаметра развертки.
При малом припуске могут остаться следы предшествующей обработки.
При неравномерно распределенном припуске наблюдается увеличение диаметра отверстия за счет того, что стружечные канавки между несколькими режущими лезвиями полностью заполняются стружкой, которая в них уплотняется, и развертка будет все время отжиматься в направлении, противоположном этим стружечным канавкам.
Изложенные обстоятельства требуют строгого соблюдения определенной величины припуска.
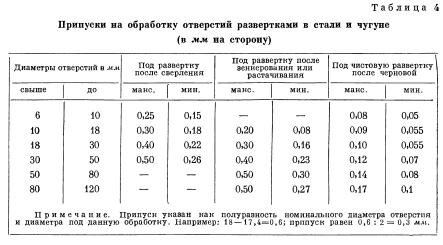
В табл. 4 приведены припуски на диаметр отверстия для чернового и чистового развертывания отверстий в стали и чугуне.
Многие отверстия приходится обрабатывать развертками в таких заготовках-деталях, у которых торцовые поверхности не обработаны. Эти поверхности имеют тонкий слой металла повышенной твердости, часто загрязненный пригоревшим песком (в случае отливки) или окалиной (в случае поковки или штамповки).
При равертывании таких отверстий лезвия развертки при входе в отверстие и выходе из него встречаются с этим слоем металла и очень быстро изнашиваются или выкрашиваются.
В целях качественной обработки необходимо перед развертыванием таких отверстий удалить твердый слой металла, сняв фаски на входе в отверстие и выходе из него.
Для обработки чугуна рекомендуется применять развертки, лезвия которых оснащены твердым сплавом ВК6 и ВК2.
При обработке стальных деталей на горизонтально-расточных станках чаще применяются развертки из быстрорежущей стали P18.
Ограниченность применения разверток, оснащенных твердым сплавом (Т15К6, Т30К4 и др.), при обработке стали вызвана тем, что при врезании развертки в металл вследствие недостаточной жесткости часто возникают вибрации, что сопровождается выкрашиванием или поломкой твердого сплава.
При выборе режимов резания для развертывания определяют величины подачи на один оборот s и скорости резания v. Глубина резания обычно не принимается в расчет, так как она заранее определена величиной припуска.
Развертыванием обеспечивается точность и чистота поверхности; исходя из этого, назначение режимов резания прежде всего должно отвечать достижению этих качеств обработки.
Чистота 7 и 8-го классов при развертывании получается при малых скоростях резания.
При обработке серого чугуна развертками, оснащенными твердым сплавом ВК6, для обеспечения чистоты поверхности 7-го класса следует производить развертывание со скоростью резания не более 4 м/мин и с подачей, не превышающей 2 мм/об.
Если чистота поверхности не требуется выше 6-го класса чистоты, можно вести развертывание со скоростью резания в пределах 20—35 м/мин при подаче не более 2 мм/об.
В целях повышения качества поверхности при обработке чугуна отверстия перед развертыванием смачиваются керосином или машинным маслом. Хорошие результаты получаются в том случае, когда керосин успеет проникнуть в поры чугуна на глубину слоя металла, снимаемого разверткой. Однако надо учитывать, что применение керосина ускоряет износ разверток — потерю размера, необходимого для калибрования отверстий.
Развертывание отверстий в чугуне, всухую, без смачивания керосином, с подачами, меньшими чем 0,5 мм/об, в большинстве случаев приводит к увеличению диаметра на величину, превышающую допустимое отклонение. В практике это называется «разбиванием» отверстия.
Если в процессе развертывания возникает резкий звук — писк, это означает, что ленточки развертки испытывают сильное трение, являющееся источником колебаний инструмента высокой частоты. Возникшие вибрации могут привести к быстрому затуплению развертки и надробленности обработанной поверхности. Это устраняется увеличением подачи или выводом развертки из отверстия и смазыванием ее машинным маслом, после чего работа возобновляется.
Развертывание отверстий в чугуне развертками из быстрорежущей стали производится при скорости резания v = 2—4 м/мин.
При развертывании отверстий в стали быстрорежущими развертками без охлаждения скорость резания назначается в пределах 6—9 м/мин и подача 1,5—1 мм/об.
Черновое развертывание следует осуществлять с максимально возможными подачами.
При развертывании возникают различные неполадки, вызываемые главным образом недостатками крепления разверток, неточностью разверток (дефектами их изготовления), неправильной эксплуатацией разверток, неправильной последовательностью обработки отверстий (неправильностью подготовки отверстия под развертывание).
Увеличенные отверстия при развертывании могут получаться по следующим причинам:
а) развертка имеет несколько увеличенный диаметр; если это превышение составляет 0,03—0,05 мм, то недостаток можно устранить доводкой развертки до нужного размера чугунным кольцом-притиром;
б) неравномерная заточка зубьев заборного конуса; имеется радиальное биение; в этих случаях происходит увод оси развертки в сторону;
в) оси отверстия и развертки смещены;
г) развертка, закрепленная в оправке, переходной втулке или в конусе шпинделя станка имеет радиальное биение по зубьям (по ленточке); бьет шпиндель, неправильна оправка или переходная втулка, забиты посадочные места, конусы загрязнены и т. п.;
д) велика скорость резания;
е) развертка притупилась; режущие кромки развертки искажены наварившимися в процессе обработки частицами металла;
ж) неисправности самоустанавливающихся оправок; для устранения их необходимо систематически проверять состояние оправок путем перемещения развертки вручную в различных направлениях.
Тугие отверстия по всей длине получаются в следующих случаях:
а) развертка затуплена по калибрующей части;
б) развертка изношена по диаметру;
в) в процессе обработки в месте, где проходит отверстие, деталь сильно нагрелась; необходимо перед чистовым развертыванием охладить деталь;
г) обрабатываемая деталь имеет тонкие стенки, способные деформироваться под действием зубьев развертки; это можно устранить применением острозаточенной развертки и работой с малыми подачами.
Сильное выкрашивание или поломка разверток вызывается следующими причинами:
а) имеется перекос оси развертки по отношению к оси обрабатываемого •отверстия; перекос может получиться вследствие смещения оси отверстия при предварительной обработке (сверлении, зенкеровании, растачивании), а также вследствие большого провисания свободного конца развертки. В таких случаях наряду с устранением причин указанных ненормальностей нужно применять самоустанавливающиеся оправки;
б) отверстие под развертывание просверлено, раззенковано или расточено не до конца;
в) при обработке глухих отверстий развертка при механической подаче (на самоходе) упирается в дно отверстия;
г) сильно увеличен припуск на развертывание;
д) стружечные канавки развертки слишком малы для вмещения снимаемой стружки.
Заедание разверток в отверстиях происходит вследствие:
а) отсутствия (или недостаточной величины) заднего угла у зубьев развертки;
б) плохого удаления стружки из стружечных канавок из-за мелких стружечных канавок и сильного налипания обрабатываемого материала на режущие кромки разверток.
Неудовлетворительная чистота поверхности развернутых отверстий является следствием:
а) грубой предварительной обработки отверстия; на поверхности отверстий, обработанных разверткой, остаются следы предварительной обработки;
б) навара и налипания на режущие кромки развертки части обрабатываемого материала вследствие его высокой вязкости;
в) неправильного выбора скорости резания или подачи; необходимо соблюдать рекомендуемые режимы резания и применять механические подачи инструмента;
г) плохого отвода стружки из обрабатываемого отверстия;
д) забоин на режущих кромках развертки; необходимы перезаточка и передоводка развертки;
е) неправильного подбора смазочно-охлаждающей жидкости или ее отсутствия.