 Главная
ГлавнаяПоложение детали на станке определяется положением ее технологических базовых поверхностей или разметочных рисок.
Выверкой называется комплекс проверок и поправок положения детали.
При выверке необходимо соблюдать следующие правила:
1) если растачивание будет производиться при подаче шпинделя, то и проверка должна вестись относительно перемещения шпинделя в этом направлении;
2) если растачивание будет производиться при подаче стола, то и проверка должна вестись относительно перемещения стола в том же направлении.
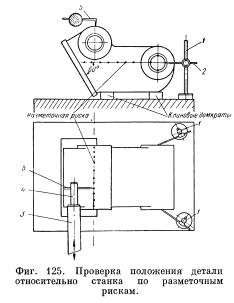
Проверка положения детали в горизонтальной плоскости. Когда устанавливаемая деталь не имеет обработанных поверхностей, параллельных плоскости стола (фиг. 125), она выверяется по разметочным рискам.
Выверка в горизонтальной плоскости по разметочным рискам производится относительно плоскости стола с помощью рейсмуса 1 с закрепленной в нем чертилкой 2.
Рейсмус перемещается по плоскости стола на другую сторону детали, и производится сличение совмещения острия чертилки с риской.
Точность выверки по рискам составляет 0,3—0,4 мм.
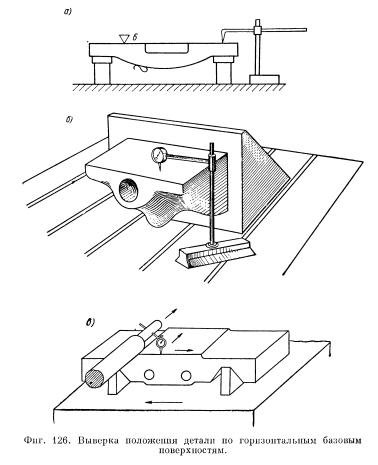
Детали, устанавливаемые на стол необработанными поверхностями, но имеющие обработанные базовые поверхности, расположенные в горизонтальной плоскости, должны быть выверены по этим обработанным поверхностям.
Выверка может быть выполнена тремя способами: с помощью рейсмуса от плоскости стола (фиг. 126, а); с помощью индикатора (фиг. 126, б); с помощью индикатора, закрепленного на оправке, вставленной в шпиндель (фиг. 126, в).
При выверке с помощью рейсмуса с чертилкой можно на выверяемую поверхность положить полоску тонкой бумаги и легко защемить ее между чертилкой и деталью. Перемещая рейсмус вдоль и поперек выверяемой поверхности, сличают одинаковость защемления бумаги.
Выверка индикатором проще и надежнее; точность такой выверки составляет 0,03—0,04 мм.
Проверка положения детали в вертикальной плоскости. Когда выверяемая деталь не имеет обработанных базовых поверхностей в вертикальной плоскости, ее положение проверяется по разметочным рискам.
В шпиндель 3 (фиг. 125) вставляется оправка 4 и в ней закрепляется изогнутая чертилка 5. Острие чертилки совмещается с риской при перемещении шпинделя или стола в направлении подачи.
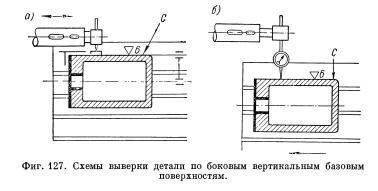
Выверка детали по боковым базовым обработанным поверхностям в вертикальной плоскости, если требуется расточить отверстие так, чтобы оно было параллельно боковой базовой поверхности С (фиг. 127, а, б), и обработать поверхность, может производиться тремя способами:
а) чертилкой — на параллельность перемещения шпинделя вдоль его оси или стола в направлении, параллельном оси шпинделя (фиг. 127, а);
б) индикатором, закрепленным для такой же проверки (фиг. 127, б);
в) с помощью плоскопараллельных измерительных плиток — на параллельность относительно цилиндрической поверхности шпинделя.
При проверке с помощью плоскопараллельных плиток шпиндель выдвигается так, чтобы он находился на небольшом (10—20 мм) расстоянии от боковой базовой поверхности; при таком положении шпинделя производят измерение набором плоскопараллельных плиток в двух крайних участках (плитки вводятся между шпинделем и базовой поверхностью).
Точность этого способа проверки находится в пределах 0,05—0,10 мм.
Проверка положения торцовых поверхностей детали. Имеются детали, у которых растачиваемые отверстия должны быть точно перпендикулярны ранее обработанным торцовым поверхностям. Пример такой детали показан на фиг. 128, а. При растачивании отверстия подачей шпинделя выверка может быть выполнена с помощью несложного приспособления, называемого «перекидкой» (фиг. 128, б).
Перекидка состоит из корпуса оправки с конусным хвостовиком 2, стержня 3, винта 1 для закрепления стержня 3, колодки 4 для закрепления индикатора 5.
В процессе проверки замечается показание стрелки индикатора при касании с плоскостью А, когда стержень 3 расположен горизонтально в положении I (фиг. 128, а), затем шпиндель поворачивают на 180° и показание в положении II сравнивают с показанием в положении I. Если показания одинаковы, то поверхность перпендикулярна шпинделю в горизонтальной плоскости. После этого перекидку ставят так, чтобы стержень 3 занял вертикальное положение, и затем осуществляется аналогичная проверка в вертикальной плоскости.
Менее точной проверкой перпендикулярности торцовой поверхности шпинделю в горизонтальном и вертикальном направлениях является проверка с помощью контрольного угольника 1 (фиг. 128, в). К цилиндрической образующей поверхности шпинделя прикладывается угольник так, чтобы он занимал горизонтальное положение.
Точность проверки угольником в пределах 0,05 мм.
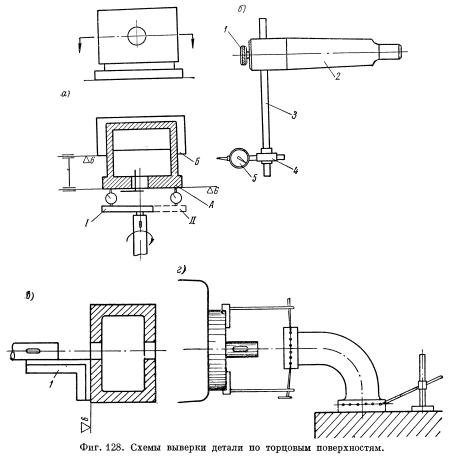
Если торцовая поверхность А (фиг. 128, а) должна быть обработана путем фрезерования на расточном станке, причем так, чтобы она была точно параллельна базовой поверхности Б, выверка положения детали производится от базовой поверхности на параллельность последней перемещению стола в поперечном направлении. С этой целью индикатор, закрепленный на оправке в шпинделе, вводится в контакт с поверхностью Б, а столу сообщается поперечное перемещение.
При фрезеровании торцовых и боковых поверхностей выверка деталей по базовым поверхностям должна производиться на их параллельность поперечным перемещениям стола и вертикальным перемещениям шпиндельной бабки.
На фиг. 128, г показана схема выверки с помощью рейсмуса по разметочной риске в случае подрезания круглой торцовой поверхности резцом.
Выверка детали по ранее расточенному отверстию. На практике встречаются случаи, когда у детали уже имеется точно расточенное отверстие I и требуется обработать другое отверстие II, которое должно быть строго параллельно этому отверстию.

В таких случаях ранее расточенное отверстие является технологической базой. В него вставляется контрольный валик 1 (фиг. 129) или контрольные втулки с валиком так, чтобы между ним и отверстием не было никакого зазора. Валик должен выступать из отверстия не менее чем на одну треть длины базового отверстия, но не менее чем на 200—250 мм, и находиться в отверстии на длине, равной не менее 2,5 диаметра.
Вначале выверяется положение детали в горизонтальной плоскости. С этой целью в шпиндель 2 станка вставляется оправка 3 с закрепленным на ней индикатором.
Мерительный штифт индикатора вводится в контакт с цилиндрической поверхностью валика в точке а. Наибольшее отклонение стрелки индикатора определяется перемещениями в направлении стрелки f. После этого шпиндель (или стол) перемещают так, чтобы штифт индикатора коснулся точки b.
Показания в точках а и b сравниваются; если они одинаковы, то деталь занимает правильное положение в горизонтальной плоскости.
При выверке в вертикальной плоскости совмещают штифт индикатора с точкой с, а затем и с точкой d. Если показания одинаковы, это означает, что деталь выверена в вертикальной плоскости.
Особым примером является выверка по центральному, ранее обработанному отверстию детали соосно оси поворотного стола расточного станка.
Такая выверка необходима, когда требуется расточить отверстия, оси которых расположены в радиальном направлении и должны сходиться в общем центре.
Имеются два способа выверки для рассматриваемого случая.
1. В центральное отверстие детали вставляют короткий валик. Мерительный штифт индикатора, закрепленного в шпинделе на оправке, вводят в контакт с цилиндрической поверхностью валика. Стол станка совместно с установленной на нем деталью медленно поворачивают на 360°. Перемещением детали добиваются такого положения, при котором стрелка индикатора не отклоняется при повороте стола на какое-либо число градусов.
2. В центральное отверстие поворотного стола плотно вставляют специальный валик-цапфу, у которого диаметр участка, выступающего над поверхностью стола, равен диаметру центрального отверстия детали.
Деталь своим центральным отверстием насаживается на этот валик-цапфу и тем самым самоустанавливается соосно оси поворота стола.
Выше были изложены способы и методы выверки деталей относительно станка при применении универсальных установочных приспособлений или без таковых. Детали, установка которых производится в специальных приспособлениях или в кондукторах, отдельно не выверяются, так как их правильное положение гарантируется самими установочными приспособлениями. Специальные приспособления обычно используются для обработки одной вполне определенной детали. Выверка положения установочных приспособлений производится способами и методами, изложенными выше.