 Главная
ГлавнаяПроцесс обработки на расточном станке состоит из установки детали, собственно обработки и снятия обработанной детали со станка.
Под установкой следует понимать совокупность приемов, состоящих из подготовки к установке, собственно установки детали, выверки и закрепления.
Эти работы выполняются в определенном порядке:
1) определяется местоположение детали на поверхности стола или плиты;
2) устанавливаются универсальные установочные приспособления (если таковые требуются);
3) предварительно закрепляются и выверяются универсальные установочные приспособления;
4) окончательно закрепляются установочные приспособления;
5) устанавливается деталь на стол или плиту (или приспособление) и предварительно закрепляется;
6) выверяется правильность положения обрабатываемой детали относительно станка;
7) окончательно закрепляется деталь.
Выполнение установки должно производиться с соблюдением следующих общих правил.
1. Размещение детали должно быть таким, чтобы обрабатываемые отверстия и поверхности были доступны для работы инструментом, связанным со шпинделем или суппортом планшайбы. Это проверяется перемещениями шпиндельной бабки в крайние верхнее и нижнее положения, стола (колонны) — в крайние левое и правое положения.
Несоблюдение этого правила может привести к тому, что обработка ка-кого-либо отверстия или поверхности окажется невозможной.
2. Опорные поверхности должны быть такими, чтобы обеспечить устойчивое положение детали. Для этого необходимо, чтобы центр тяжести детали проходил возможно ближе к середине опорной поверхности, если она одна, и возможно ближе к общему центру поверхностей, если их несколько.
3. Минимальное расстояние от торцовой поверхности детали, обращенной к шпиндельной бабке, до торца планшайбы (или конца шпинделя) должно быть не больше того, которое необходимо для установки или смены инструмента и производства измерения.
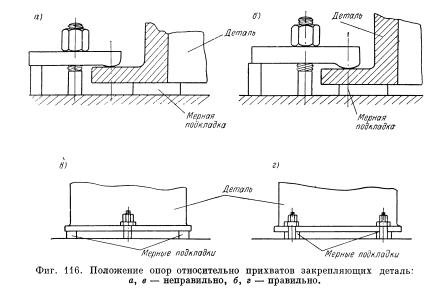
4. Точки приложения усилий закрепления должны быть размещены так, чтобы направление вектора развиваемой силы не выходило за пределы поверхностей опор. На фиг. 116 показаны примеры правильных и неправильных положений опор.
Как упоминалось, базовые опорные поверхности могут быть необработанными, обработанными предварительно — неточно, и точно обработанными.
Установка деталей с необработанными опорными поверхностями нежелательна, так как при использовании таких поверхностей не обеспечивается жесткое и прочное закрепление. Выверка деталей с необработанными базами затруднена.
При установке на необработанные поверхности не допускается непосредственно ставить деталь на поверхность стола, плиты или на поверхности точных универсальных приспособлений; обязательно применение промежуточных подкладок, клиновых домкратов и т. п.
Детали с обработанными опорными базовыми поверхностями можно устанавливать на поверхности стола или пластинчатые опоры приспособлений.
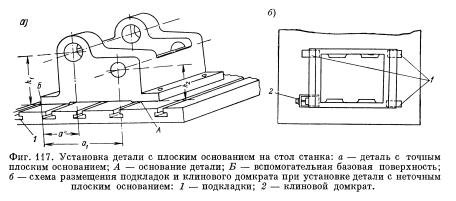
Детали с точно обработанными плоскими основаниями, у которых оси растачиваемых отверстий параллельны основанию, а обрабатываемые поверхности перпендикулярны ему, устанавливаются непосредственно на поверхность стола станка (фиг. 117, а). Однако самая тщательная и точная обработка плоской поверхности основания не может гарантировать плотный ее контакт с поверхностью стола.
Для того чтобы имелась возможность проверить плотность прилегания между поверхностью стола и детали, прокладываются, например, полоски тонкой бумаги (толщиной 0,005—0,05 мм) в тех местах, где намечено закреплять деталь. Проверка плотности прилегания производится вытягиванием полосок бумаги из-под детали.
Плотность прилегания опорной поверхности и величина зазора могут быть также проверены и измерены щупом.
Набор щупов № 1 состоит из восьми пластин; самая тонкая пластина имеет толщину 0,03 мм, остальные разнятся по толщине на 0,01 мм.
Детали с плоскими, но неточно обработанными основаниями следует устанавливать на мерные плоские подкладки.
Подкладки ставятся под три угла (фиг. 117, б) опорной поверхности детали, чем обеспечивается в соответствии с правилом трех точек контакт ее с каждой из подкладок. Под червертый угол вводится клиновой домкрат, положение которого регулирируется по высоте.
Детали с необработанными основаниями обычно устанавливают на регулируемые по высоте клиновые или винтовые домкраты. Клиновые домкраты как наиболее жесткие обеспечивают возможность более прочного закрепления детали.
У многих деталей обрабатываемые отверстия должны быть параллельны не только основаниям, но и боковым базовым опорным поверхностям. Когда последние обработаны и находятся у основания детали, как, например, поверхность Б у детали, изображенной на фиг. 117, а, то в целях упрощения и ускорения установки применяются пазовые бруски 1 или планки; их устанавливают в паз стола (фиг. 118, а) и выверяют с помощью индикатора 2 (фиг. 118, б). Индикатор закреплен в оправке 3, установленной в конусное отверстие шпинделя 4. Мерительный штифт индикатора вводится в контакт с поверхностью бруска-планки. Шпинделю или столу станка сообщаются продольные перемещения, причем замечаются отклонения стрелки индикатора в крайних положениях. Неточность положения планки устраняется поворотом стола. После выверки обрабатываемую деталь устанавливают на стол станка и поджимают винтовыми прижимами до получения контакта с бруском-планкой.

Имеются детали, у которых плоские опорные поверхности основания находятся не на одной высоте или расположены так, что ниже их имеются необработанные поверхности или обработанные, но не базовые поверхности. Такие детали устанавливают на брусках (фиг. 119), причем последние устанавливают и выверяют независимо от детали и прочно закрепляют. Когда деталь необходимо установить по боковой базовой поверхности, один из брусков может выполнять роль пазового бруска-планки. К его вертикальной плоской поверхности деталь прижимается боковой базовой поверхностью.
При разности высот поверхностей основания обычно на один из брусков дополнительно ставят необходимое число мерных плоских подкладок.
Плотность прилегания опорных поверхностей к поверхностям брусков проверяется так же, как и при установке обрабатываемых деталей непосредственно на поверхность стола.

Детали, у которых надо обработать взаимно-перпендикулярные отверстия и поверхности с двух, трех и четырех сторон, — причем эти отверстия параллельны основанию, а поверхности перпендикулярны ему, — должны устанавливаться с таким расчетом, чтобы обеспечивалась возможность выполнить их обработку с одной установки. Этим обеспечиваются сокращение объема работ и повышение точности, так как при каждой новой установке вносятся некоторое неизбежные погрешности.
Рассматриваемые детали устанавливают на поворотных столах (фиг. 120) таким образом, чтобы каждое обрабатываемое отверстие и поверхность отстояли от торца планшайбы станка примерно на равном и возможно минимальном расстоянии.

Многие детали для обеспечения правильной обработки необходимо установить так, чтобы их основания занимали не параллельное, а перпендикулярное положение относительно поверхности стола.
Для этих целей применяются угольники (фиг. 121), к вертикальным поверхностям которых прижимают обрабатываемые детали основаниями. На угольники устанавливают детали, у которых требуется:
а) расточить отверстия, оси которых перпендикулярны основанию;
б) обработать поверхности, параллельные основанию;
в) расточить отверстия или обработать поверхности, расположенные под некоторым углом к основанию.
До закрепления обрабатываемых деталей производят установку и выверку угольника, который размещают на столе так, чтобы обеспечивались доступность обработки с двух, трех и четырех сторон и хороший обзор в процессе обработки.

Предварительная установка угольника производится параллельно одному из пазов стола станка (фиг. 121, а). Для этого от кромки паза до вертикальной поверхности угольника откладываются равные расстояния с и /с.
Дополнительная выверка положения осуществляется при помощи индикатора, мерительный штифт которого обходит путь, указанный стрелками. После выверки производят окончательное закрепление угольника.
На фиг. 121, 6 показан пример установки корпусной детали на угольнике, которая закреплена консолью. Если деталь относительно высока, то под действием силы тяжести она может несколько провисать, а при обработке отжиматься и вибрировать под воздействием на нее усилий резания.
Следует заметить, что при установке детали на угольник жесткость системы понижается.
Это устраняется подведением под деталь дополнительных одной или двух опор. В качестве таких опор 1 применяют винтовые или клиновые домкраты. Если высота домкратов недостаточна, их устанавливают на плоскую подкладку или брусок 2.
Детали, у которых опорные базовые поверхности имеют цилиндрические формы, устанавливают на призмы. Короткие детали устанавливают на одну призму, длинные — на две (фиг. 122, а). Выверка призм производится по контрольному валику произвольного диаметра. Если у детали растачиваемые отверстия должны быть параллельны осям базовых опорных поверхностей, то цилиндрическая поверхность контрольного валика должна быть параллельна шпинделю в двух взаимно-перпендикулярных плоскостях. Выверка делается по схеме, изображенной на фиг. 122, б.
Если растачиваемые отверстия должны быть перпендикулярны осям опорных поверхностей детали, цилиндрическая поверхность контрольного валика должна быть перпендикулярна шпинделю. Эта выверка выполняется по схеме (фиг. 122, в).
Co шпинделем связывается приспособление, называемое перекидкой.

Мерительный штифт индикатора вводится в контакт с цилиндрической поверхностью контрольного валика. Путем покачивания шпинделя (стрелка фиг. 122, в) замечается наибольшее показание стрелки индикатора. Затем шпиндель поворачивается на 180°, и в этом положении вновь производится покачивание и опять замечается наибольшее отклонение стрелки. Показания сравниваются. При одинаковых показаниях контрольный валик занимает положение, перпендикулярное оси шпинделя.
Когда опорные поверхности детали расположены на общей оси и их диаметры неодинаковы, между опорной поверхностью с меньшим диаметром и призмой прокладываются мерные плоские прокладки. Толщина их равна полуразности диаметров опорных поверхностей.
Когда опорные поверхности имеют равные диаметры, но расположены на разных, параллельных друг другу осях (эксцентричное расположение), толщина прокладок между одной из опорных поверхностей и призмой должна быть вычислена по формуле

где а — величина смещения осей опорных поверхностей.
Если круглые опорные поверхности не только эксцентричны, но и диаметры их неодинаковы, толщина прокладок вычисляется по формулам:
а) в случае, когда полуразность диаметров меньше величин a sin 45°,

б) в случае, когда полуразность диаметров больше a sin 45°,

Установка детали на призмы должна сопровождаться обязательной проверкой щупом контакта опорных поверхностей с поверхностями каждой призмы.
Крупные тяжелые детали при обработке на расточном станке-колонке обычно устанавливают не непосредственно на стендовую плиту, а на подставки. Это необходимо по двум соображениям: во-первых, потому что относительно мала точность расположения плоской поверхности плиты относительно станка, во-вторых, потому что установить и выверить деталь на подставках легче, чем непосредственно на стендовой плите.
При установке следует учитывать, что деталь не может быть приближена или удалена от шпинделя, как это можно сделать при обработке на станках со встроенными столами или на станках с отдельными столами, имеющими самостоятельные перемещения.
Во избежание ошибки, которая вызовет излишнюю переустановку детали, расточник, приступая к установке, должен тщательно ознакомиться с предстоящей обработкой.
Только зная размеры обработки и размеры инструмента, необходимого для ее выполнения, можно правильно расположить деталь.
Расстояние от торцовых поверхностей детали (фиг. 123) до торца шпинделя е, когда он до конца втянут в шпиндельную бабку, должно быть возможно минимальным.

Минимальная высота hmin, от оси шпинделя до плиты должна быть меньше, чем расстояние от плиты до оси самого нижнего отверстия детали. Максимальная высота hmах шпинделя над плитой должна быть больше, чем расстояние от плиты до оси верхнего отверстия детали.
Места расположения подставок 1 и 2 определяются по опорным поверхностям детали.
На фиг. 124, а показан пример проверки положения подставок на расточном станке-колонке. Подставки выверяются попарно. В направлениях I—I и II—II верхние плоские поверхности подставок на которые будут устанавливать деталь, должны быть параллельны перемещению шпинделя вдоль его оси. Проверка производится следующим способом. На подставки укладывают контрольную линейку 1 необходимой длины. В конусное отверстие шпинделя вставляют длинную оправку 2; на ее конце закрепляют индикатор. Мерительный штифт индикатора вводят в контакт с поверхностью линейки с натягом 0,5—1,0 мм. Затем шпиндель выдвигают на возможное расстояние и наблюдают отклонение стрелки индикатора от ее первоначального показания.
Если отклонение больше допустимого, отнесенного к длине, на которой произведена проверка, подставки переустанавливают путем прокладки между их основанием и плитой тонкой фольги.
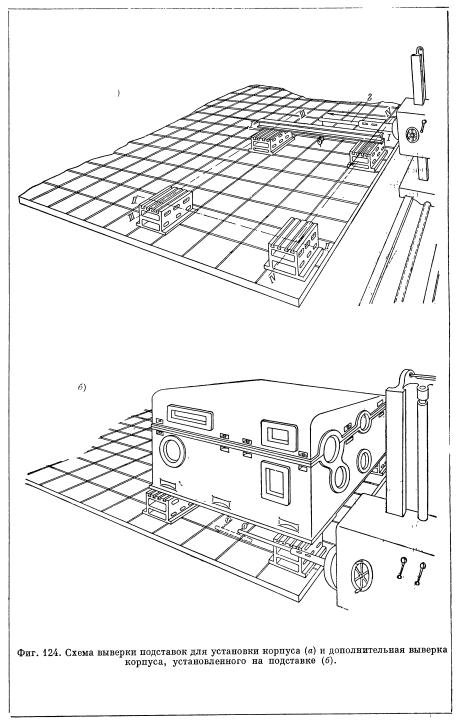
В направлениях III—III и IV—IV верхние поверхности подставок должны быть параллельны перемещению шпинделя при движении колонны станка вдоль станины.
На передние подставки укладывают контрольную линейку. Выверка производится аналогично предыдущему, с той лишь разницей, что колонна перемещается вдоль станины.
Положение подставок в направлении III—III отдельно не проверяется, так как при взаимной параллельности плоских поверхностей подставок в направлениях I—I и II—II и параллельности передних подставок в направлении IV—IV задние подставки должны быть параллельны передним.