 Главная
ГлавнаяВ корпусе шпиндельной бабки смонтированы привод главного движения станка и шпиндельное устройство. Она имеет встроенную планшайбу с радиальным суппортом.
На корпусе смонтированы отдельные узлы: устройство для передачи вращения от главного электродвигателя, хвостовая часть и механизмы управления станком.
Шпиндельная бабка имеет мостик для рабочего. Это необходимо тогда, когда работа ведется в верхнем положении шпиндельной бабки.
Привод главного движения. Главный электродвигатель станка мощностью N = 14 квт, n = 1450 об/мин. расположен на шпиндельной бабке. На его фланце укреплен двухскоростной зубчатый редуктор, передающий вращение первому валику коробки скоростей через клиноременную передачу со шкивами D1 = 190 мм и D2 = 290 мм.
Натяжение ремней осуществляется поворотом корпуса зубчатого редуктора на фланце электродвигателя.
Привод главного движения дает возможность получать большие крутящие моменты на шпинделе и планшайбе при работе на малых и средних скоростях вращения; в этом случае передача вращения шпинделю и планшайбе от коробки скоростей осуществляется зубчатыми колесами.
При работе расточного шпинделя на высоких числах оборотов он получает вращение от коробки скоростей через клиноременную передачу, что обеспечивает плавную его работу.
Структурная формула кинематической цепи главного движения:
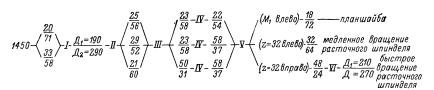
Как видно из структурной формулы и схемы, шпиндель или планшайба получают соответственно 36 и 18 различных скоростей вращения через зубчатые колеса 32/64 и 18/72 (7,5—375 об/мин. — для шпинделя и 3,75—192 об/мин. для планшайбы). Через зубчатые колеса 48/24 и клиноременную передачу со шкивами D=210/D=270 шпиндель получает 475—950 об/мин.
Всего шпиндель получает 22 различные скорости вращения (часть чисел оборотов повторяется), а планшайба 18 скоростей вращения.
Все передвижные блоки редуктора и коробки скоростей перемещаются по многошлицевым валикам с помощью электроселекторного механизма, имеющего то же принципиальное устройство, что и аналогичный механизм станка модели 262Г.
Различие заключается в том, что здесь предусмотрены отдельные диски с отверстиями для управления каждым перемещающимся блоком, а также отдельный вспомогательный двигатель N = 0,5 квт, n = 1410 об/мин. для механического переключения вместо ручного. Так же, как и в станке 262Г, механизм имеет импульсное устройство, позволяющее осуществлять переключение скоростей на ходу станка, с автоматическим электрическим торможением и остановкой главного электродвигателя в момент переключения.
Рукояткой переключения скоростей, расположенной на пульте бабки, включается и отключается главный электродвигатель в процесс переключения скорости главного движения. Все зубчатые колеса привода главного движения изготовлены из стали 20Х, цементированы и закалены до НДС = 59. У наиболее быстроходных шестерен зубья шлифованы.
Шпиндельное устройство. Принципиальная конструкция и компоновка шпиндельного устройства станка аналогичны шпиндельному устройству станка модели 2620. Отличие заключается главным образом в размерах и конструкции отдельных деталей. Шпиндельное устройство состоит из расточного шпинделя диаметром 150 мм, полого шпинделя и шпинделя планшайбы.
Планшайба станка крепится на конической головной части шпинделя планшайбы большого диаметра, который смонтирован в передней и промежуточных стенках корпуса бабки на прецизионных конических роликоподшипниках.
Через полость шпинделя планшайбы проходит внутренний полый шпиндель, который передним концом крепится в головной части шпинделя планшайбы, а задним — в задней стенке корпуса бабки на прецизионных конических роликоподшипниках.
Наружное кольцо переднего прецизионного цилиндрического роликоподшипника помещено в расточке головной части шпинделя планшайбы, а внутреннее кольцо с коническим отверстием для создания предварительного натяга подшипника — на головной части полого шпинделя.
Азотированный с высокой поверхностной твердостью расточной шпиндель размещается в азотированном полом шпинделе, сообщающем ему при помощи шпонок вращательное движение. Осевое перемещение расточного шпинделя осуществляется ползуном хвостовой части, в котором смонтированы прецизионные упорные шарикоподшипники, воспринимающие осевые усилия, возникающие в процессе резания.
Планшайба может вращаться одновременно с вращением расточного шпинделя, либо может быть отключена.
Планшайба с радиальным суппортом. Суппорт получает радиальное перемещение по планшайбе от отдельного электродвигателя (фиг. 98) постоянного тока (N = 1,3 квт, n = 1500 об/мин.) с редуктором, установленным на верхней стенке корпуса бабки, через планетарный механизм, зубчатый венец z = 126, сидящий свободно на ступице планшайбы, и короткий винт, сцепленный с винтовой рейкой суппорта. Здесь предусмотрено устройство для устранения зазора между винтом и винтовой рейкой, что исключает игру в направляющих незажатого, вращающегося вместе с планшайбой, суппорта при радиальной подаче.
Схема передачи движения:

Отсчет величины перемещения радиального суппорта производится по лимбу 12 (фиг. 100), связанному с суппортом кинематической цепью:

Хвостовая часть. На хвостовой части закреплены: электродвигатель постоянного тока N = 4,4 квт, n = 1500 об/мин. и связанный с ним зубчатой передачей механизм привода осевых подач и установочных перемещений расточного шпинделя, состоящий из зубчатой передачи и двухзаходного правого ходового винта, сцепленного с гайкой ползуна. Механизм ручного перемещения сблокирован с механизмом механического привода подач расточного шпинделя.
При нарезании резьбы осевое перемещение шпинделя должно быть связано с вращением шпинделя на малых оборотах. В этом случае привод осевого перемещения шпинделя осуществляется через гитару (с набором зубчатых колес), закрепленную на хвостовой части.
Схема передачи движения при нерезьбовых подачах:

Отсчет величины перемещений расточного шпинделя производится по лимбу 1, связанному с винтом перемещения ползуна хвостовой части кинематической цепью

На задней стенке хвостовой части смонтировано электромеханическое устройство для зажима шпиндельной бабки на направляющих передней стойки, приводимое от отдельного электродвигателя постоянного тока.
Механизмы управления, расположенные на шпиндельной бабке. На главном пульте управления станком, смонтированном на крышке корпуса шпиндельной бабки, расположены основные органы и механизмы управления станком (фиг. 100):
а) электроселекторный механизм для переключения скоростей вращения шпинделя и планшайбы;
б) электрический вариатор 8 для измерения величины подачи всех рабочих органов станка;
в) штурвал 17 точного ручного осевого перемещения расточного шпинделя;
г) органы, управляющие пуском и остановкой главного электродвигателя;
д) органы распределения, пуска и остановки подач;
е) органы управления установочными перемещениями;
ж) органы автоматической точной установки подвижных органов по координатам.
Электроселекторный механизм переключения скоростей главного движения работает от отдельного электродвигателя постоянного тока N = 0,5 квт, n = 1410 об/мин; В момент переключения рукоятки 6 на себя автоматически выключается и тормозится противотоком главный электродвигатель станка.
Серводвигатель отводит селекторные диски. После поворота рукоятки для выбора новой скорости ее отпускают, а серводвигатель поступательно перемещает селекторные диски, осуществляющие переключение блоков. В момент окончания переключения главный электродвигатель автоматически включается. В случае задержки переключения импульсным устройством автоматически осуществляются проворот главного двигателя и выключение его при прекращении задержки. Рукояткой 8 включается и отключается вращение планшайбы.
Электрический вариатор величины подачи 7 управляет изменением скорости электродвигателей постоянного тока приводов подач (принцип его работы подобен аналогичному устройству станка 2620, описанному выше). Oн связан зубчатыми колесами с рукояткой 6 электроселекторного механизма переключения скоростей главного движения, вследствие чего показания поворотного указателя величины подач («грибка») выражены в мм/об шпинделя и соответственно планшайбы. При изменении числа об/мин. шпинделя или планшайбы одновременно с поворотом рукоятки 6 поворачивается и вариатор вместе с поворотным указателем. Связь между ними рассчитана таким образом, что увеличение числа оборотов в минуту шпинделя прямо пропорционально увеличению минутной подачи. Благодаря этому подача на один оборот шпинделя или планшайбы остается неизменной. Если надо изменить величину подачи в мм/об, поворачивают указатель величины подач («грибок») до совпадения стрелки с цифрой желаемой подачи. При этом число оборотов шпинделя или планшайбы остается неизменным, а минутная подача изменяется, благодаря чему и изменяется подача в мм/об.
Пуск главного электродвигателя производится кнопками 15, а остановка от клавиш 15 «стоп», расположенных на главном и переносном пультах управления станком.
Кроме того, имеются кнопки 15 установочного проворота шпинделя или планшайбы.
Электродвигатели станка постоянного тока питаются от электромашин-ной установки — агрегата. Перед включением какой-либо подачи или установочного перемещения необходимо включить агрегат кнопкой 4. Предварительно с помощью вариатора 7 устанавливается величина подачи расточного шпинделя, радиального суппорта, бабки, стойки или стола, а затем кнопкой 10 включается подача в том или другом направлении. Остановка подачи осуществляется при нажиме на клавишу 10.
При установке поворотного указателя подач 9 («грибка») на подачу автоматически освобождается от зажима в направляющих тот подвижный орган, который подготовляется для включения подачи. При этом все остальные подвижные органы автоматически зажимаются.
Медленные установочные перемещения подвижных органов станка включаются реверсивным электрооператором 14, а быстрые — кнопками 16, находящимися на пульте.
Для этого необходимо установить рукоятку 11 на перемещение того или иного подвижного органа.
Тонкое осевое установочное перемещение расточного шпинделя при работе в глубине может осуществляться вспомогательным штурвальным устройством 17, которое включается переключателем 13.
Электрооператор состоит из рукоятки 14 и смонтированной в ней клавиши. Среднее (нулевое) положение рукоятки оператора является нерабочим. При повороте рукоятки из среднего положения вправо или влево определяются направление и скорость установочного перемещения подвижного органа, которая тем больше, чем больше угол поворота рукоятки.
Нажатием на клавишу включают установочное перемещение подвижного органа, продолжающееся до тех пор, пока производится нажим на клавишу. Для прекращения установочного перемещения следует отпустить клавишу. При повороте рукоятки оператора одновременно происходит отжим выбранного для перемещения органа.
Точная установка по координатам осуществляется механизмом электроостанова, конструкция которого такая же, как и в станке модели 2620А.
Переключатель 2 на пульте управления станком (фиг. 100) включает и отключает механизм автоматического точного останова, а переключатель 3 включает и отключает автоматические зажимы шпиндельной бабки и передней стойки.