 Главная
ГлавнаяВ станках моделей 2620 и 2622 отсчет продольного перемещения стола ведется по измерительной линейке с нониусом 28. Вертикальные перемещения шпиндельной бабки и люнета, а также поперечные перемещения стола отсчитываются соответственно по линейкам с нониусами 4, 17 и 25. Цена деления всех линеек 1 мм, а нониусов 0,05 мм.
Отсчет показаний по линейкам и нониусам ведется через увеличительные линзы с большим полем обзора.
Отсчет продольного перемещения расточного шпинделя и радиального перемещения суппорта планшайбы производится с помощью лимбов 13 и 12. Отсчет поворота стола на каждые 90° осуществляется с помощью встроенного индикаторного устройства. Для поворота стола на любой угол имеется круговая шкала с ценой деления в 0,5°, нанесенная на нижней его части.
Для работы с автоматической установкой на размер по координатам (станок модели 2620А) на корпусе шпиндельной бабки и верхних санях стола смонтированы механизмы точного электрического останова, которые срабатывают при нажиме регулируемых упоров на рычажок механизма. Упоры устанавливаются на двухпозиционных штангах — вертикальной, прикрепленной к передней стойке, и горизонтальной, прикрепленной к нижним саням стола.

Схема механизма точного останова показана на фиг. 94. При перемещении шпиндельной бабки (в вертикальном направлении) или стола в (поперечном) рычажок 1 механизма надвигается на соответствующий упор 2 штанги 3, срабатывает первый микропереключатель 7 и уменьшается величина подачи. Скорость перемещения шпиндельной бабки или верхних саней при этом всегда 30 мм/мин вне зависимости от величины ранее установленной подачи. Механизм подготовляет подвижной орган к остановке. С упомянутой скоростью продолжается дальнейшее перемещение бабки или стола на 5—6 мм, после чего срабатывает второй микропереключатель 6 и подача выключается.
Конструкцией предусмотрена возможность сквозного перемещения рычажка 1 относительно упора 2 в обоих направлениях. При его перемещении снизу вверх он останавливается упором 2, а затем поворачивается вокруг оси 5, так как конус 4 механизма продолжает перемещаться. При перемещении сверху вниз рычажок 1 также поворачивается вокруг оси 5, так как он имеет скос.
При установочных перемещениях стола и бабки во избежание износа следует повернуть двухпозиционные штанги 3 с установленными на них упорами так, чтобы последние не мешали свободному проходу рычажка механизма точного останова. Точность остановки ограничивается пределами 0,03—0,04 мм и наблюдается по индикатору часового типа с ценой деления 0,01 мм.
Двухпозиционные штанги состоят из постоянной и съемной частей. Поворот штанги из одной позиции в другую осуществляется специальной рукояткой.
Упоры закрепляются в пазах штанг и могут точно устанавливаться при помощи микрометрических винтов.
Порядок настройки механизмов точного останова определяется величиной запускаемой партии деталей.
Во всех случаях перед настройкой станка для работы с автоматической установкой по координатам настраиваются индикаторы механизмов.
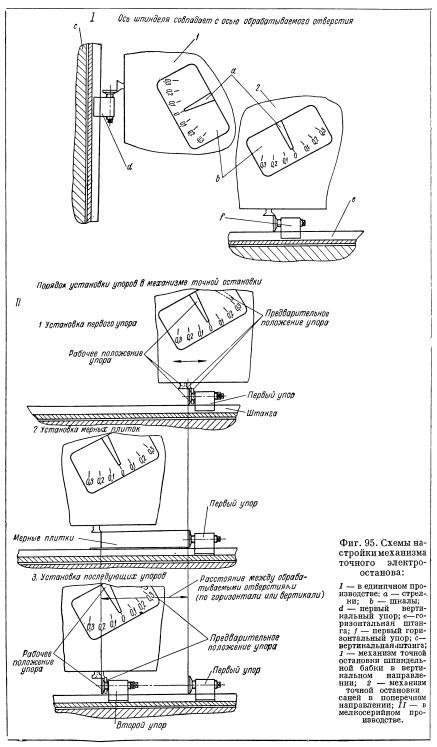
При единичном производстве закрепляют съемные штанги и совмещают ось шпинделя с осью первого обрабатываемого отверстия. Затем устанавливают первую пару упоров 3 (фиг. 95, I) так, чтобы их торец коснулся рычажка механизма точной остановки и закрепляют их. Вращая винт упора, совмещают стрелку индикатора 1 с нулем шкалы 2. После этого на торцы упоров накладывают мерные плитки, сообщают установочные перемещения бабке или верхним саням до совпадения стрелки индикатора с нулем шкалы и зажимают подвижные органы, после чего производится обработка последующего отверстия и т. д.
При мелкосерийном производстве после закрепления штанг и совмещения оси шпинделя с осью первого обрабатываемого отверстия устанавливают первые упоры (фиг. 95, II) на вертикальной и горизонтальной штангах так, чтобы торцы их коснулись рычажка механизма точного останова, и закрепляют. Вращением винтов упора совмещают стрелки индикаторов с нулями шкал. Затем шпиндельная бабка или поперечные сани стола отводятся назад; на торец первого упора накладывают мерные плитки и перемещают бабку или сани с помощью органов установочных перемещений так, чтобы стрелка снова совпала с нулем. После этого плитки снимают и устанавливают вторую пару упоров, при этом торцы их должны соприкасаться с рычажком останова. Закрепив упоры, вращают их винты, до совмещения стрелок индикаторов с нулями шкал. Подобным образом устанавливаются все последующие упоры.
В крупносерийном и массовом производстве сначала на съемных частях штанг точно устанавливают упоры; затем ось шпинделя совмещают с осью первого обрабатываемого отверстия, а съемные части штанг накладывают на постоянные так, чтобы торцы соответствующих данному отверстию упоров коснулись рычажка механизма точного останова, и закрепляют. Короткие штанги крепят двумя винтами, а длинные, во избежание коробления, несколькими, пользуясь резьбовыми отверстиями и пазами в съемных частях штанги. Вращая винт на торце штанги, совмещают стрелку с нулем шкалы.
Выключатель 7 на пульте управления станком с надписью «точная остановка» имеет два положения. В первом положении осуществляется электрическая остановка, а во втором — отменяется действие электрической остановки. Для увеличения точности отсчета при установке по координатам (станки моделей 2620 и 2622) отсчет вертикального перемещения шпиндельной бабки и поперечного перемещения стола производится на оптических экранах а и в с ценой деления 0,01 мм. Отсчет вертикального перемещения люнета производится посредством микроскопной оптики е.