 Главная
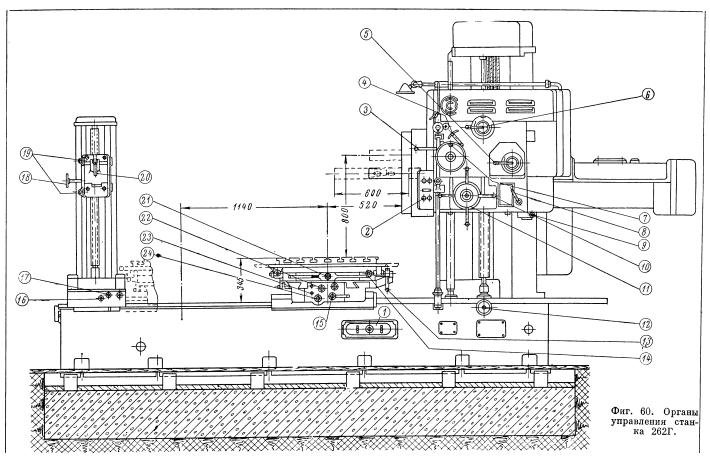
ГлавнаяЭлектрическая цепь управления и освещения включается со щитка I (фиг. 60).
Для пуска электродвигателя служат кнопки 2 «вперед» и «назад» электрического пульта на шпиндельной бабке. Одновременно расточной шпиндель получает правое или левое вращение (левое при включении кнопки «назад»).
Включение и отключение вращения планшайбы производятся рукояткой 4.
Переключение скоростей шпинделя или планшайбы осуществляется однорукояточным механизмом с селекторной установкой на заданную скорость. Рукоятка 5 управляет перемещением передвижных блоков зубчатых колес коробки скоростей и скоростью вращения главного электродвигателя.
Для переключения скорости вращения расточного шпинделя или планшайбы на новую заданную скорость поступают следующим образом.
1. He выключая вращения шпинделя или планшайбы, рукоятку 5 движением «на себя» поворачивают вокруг оси на 180° до упора. При этом автоматически отключается электродвигатель и включается ленточный тормоз.
2. После остановки вращения шпинделя или планшайбы отведенную на 180° рукоятку 5 поворачивают вокруг горизонтальной оси по часовой стрелке или в обратном направлении и выбирают нужную скорость по указателю.
3. Движением рукоятки 5 «от себя» возвращают ее в положение до отвода. При этом происходит переключение скорости, отключается ленточный тормоз и автоматически включается электродвигатель.
В случае задержки переключения при взаимном упоре торцов зубьев перемещаемых блоков зубчатых колес, импульсное устройство, воздействуя на электрический выключатель, автоматически осуществляет импульсный проворот электродвигателя и вновь выключает его при устранении задержки.
При переключении скоростей рукояткой 5 необходимо тщательно следить за отводом ее до упора при повороте на 180°, чтобы избежать поломки реек при задевании их за селекторный диск.
При отсутствии торможения или при неполном торможении может иметь место износ торцов зубьев перемещаемых блоков зубчатых колес или их поломка. Поэтому необходимо внимательно наблюдать за исправностью действия тормоза главного электродвигателя при переключении скорости.
При переключении скоростей и подач необходимо руководствоваться указаниями таблицы, помещенной на передней крышке шпиндельной бабки.
Переключение подач осуществляется рукояткой 6 селекторного механизма, аналогичного механизму переключения скоростей.
Указания, касающиеся работы механизма переключения скоростей, относятся также и к механизму переключения подач.
Включение и выключение рабочих подач (стола, расточного шпинделя, шпиндельной бабки), а также быстрых установочных перемещений подвижных органов станка производятся от центральной рукоятки 3, которую для включения рабочих подач поворачивают из нейтрального положения вниз.
Для включения быстрых перемещений нажимают на рычаг 3, установленный в нейтральное положение, «на себя» или «от себя» (для прямого или обратного ускоренного перемещения).
Для упрощения управлением станка и во избежание необходимости пуска главного электродвигателя при настройке станка, быстрые перемещения осуществляются от добавочного вспомогательного двигателя, который включается рычагом 3. Одновременно рычаг 3 действует на мутфу M4 (фиг. 39) предохранительного устройства, выключая рабочую подачу.
Таким образом, одновременное включение рабочей подачи и быстрого перемещения невозможно. При прекращении нажатия на рычаг 3 вспомогательный двигатель ускоренных перемещений автоматически отключается.
Для защиты от одновременных ошибочных включений подвижных органов в станке имеются соответствующие электрические и механические блокировки.
Включение осевой подачи расточного шпинделя осуществляется штурвалом 10. При включении рукояток штурвала «от себя» шпиндель получает перемещение «вперед».
При включении «на себя» шпиндель получает перемещение «назад». В среднем положении рукояток штурвала 10 осуществляется ручное перемещение шпинделя вперед или назад при вращении штурвала.
Для включения радиальной подачи суппорта планшайбы служит маховичок 11, который имеет одну рукоятку, включающую автоматическую и ручную подачи аналогично рукояткам 10 штурвала. Включение подач стола (продольной и поперечной) и шпиндельной бабки (вертикальной) как функционально связанных производится одной рукояткой 15 распределения и реверсирования.
Ввиду необходимости перемещения в отдельных случаях каждого из рабочих органов от руки, имеются специальные элементы управления: для шпинделя — штурвал 10, для радиального суппорта—маховичок 11, для нижних саней вдоль станины — хвостовик 24, для верхних саней поперек станины — хвостовик 22, для шпиндельной бабки — хвостовик 12. Задняя стойка перемещается вдоль направляющих станины с помощью хвостовика 16.
Точное ручное перемещение подвижных органов станка осуществляется специальным центральным маховичком 7. Во избежание травмы рабочего штурвал шпинделя 10 и маховички радиального суппорта 11 и точной установки 7 автоматически отключаются при включении механических подач или быстрых перемещений. Поэтому подача от руки штурвалом 10 и маховичками 7 и 11 может осуществляться только при нейтральных положениях соответствующих рычагов (при выключенной механической подаче).
Для откидывания упора стола при его поворачивании служит рукоятка 13.
Корректирование положения люнета задней стойки в вертикальном направлении осуществляется посредством маховичка 18.
Установка точного расстояния по координатам осуществляется с помощью мерительных плиток и индикатора (см. ниже). Для менее точных перемещений станки снабжены измерительными линейками и нониусами.
Все подвижные органы станка, которые обычно перемещают только в процессе установки и наладки станка, должны быть жестко закреплены в процессе резания на направляющих, что увеличивает жесткость станка и повышает точность обработки.
Зажим шпинделя производят рукояткой 8, а шпиндельной бабки — хвостовиком 9, стягивая зажимные болты централизованного зажимного устройства. Так как болты стягиваются не одновременно, а последовательно, необходимо дополнительным поворотом рукоятки зажима убедиться в том, что зажаты оба болта, а не один. Зажим нижних саней производится хвостовиком 23, а верхних саней — хвостовиком 21 путем последовательного зажатия четырех планок, аналогично зажиму шпиндельной бабки. Зажим задней стойки на станине осуществляется хвостовиком 17 путем последовательного зажатия двух планок, а зажим люнета — гайками 19. Крышка люнета зажимается рукояткой 20, поворотный стол — рукояткой 14.
При отжиме каждого из этих органов происходит также последовательный отход клиньев или планок; производить его следует до отказа, чтобы обеспечить отжатие всех крепящих элементов.