Главная
ГлавнаяТочность обработки. При обтачивании деталей необходимо выдерживать точность размеров, правильную геометрическую форму поверхностей, точность их взаимного расположения и допустимую шероховатость. Эти требования определяются техническими условиями рабочего чертежа.
Нормально достижимая точность при обтачивании соответствует 9—11-му квалитетам. Поверхности более высокой точности (7—8-й квалитеты) обычно обрабатываются предварительным точением с припуском на последующее шлифование.
Измерение и контроль наружных поверхностей в процессе изготовления деталей в зависимости от точности обработки осуществляются линейками, штангенциркулями, микрометрами, скобами и образцами шероховатости.
Заготовки и припуски на обработку. В качестве заготовок для деталей, обрабатываемых на токарных станках, используются горячекатаный прокат, поковки и отливки.
Размеры горячекатаного проката (мм) предусмотрены следующими стандартами: для стали круглой — ГОСТ 2590—71, квадратной — ГОСТ 2591—71, шестигранной — ГОСТ 2879—69.
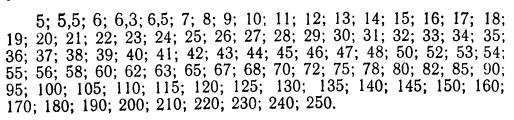
Номинальные размеры проката (диаметр, сторона квадрата или расстояние между противоположными сторонами шестигранника) приведены ниже:
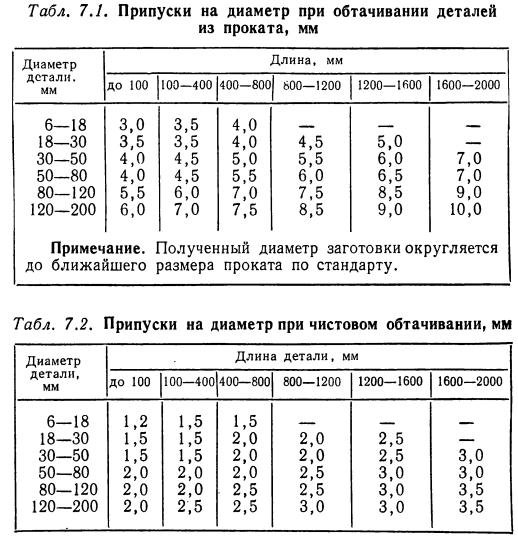
Прежде чем приступить к работе, следует проверить заготовки на достаточность припуска по всем обрабатываемым поверхностям и отсутствие искажения их формы. Рекомендуемые припуски на обтачивание деталей из проката приведены в табл. 7.1.
В случае обработки участков детали наибольшего диаметра в две операции (черновым и чистовым точением) к припускам, указанным в табл. 7.1, следует добавить припуски на чистовое обтачивание (табл. 7.2).
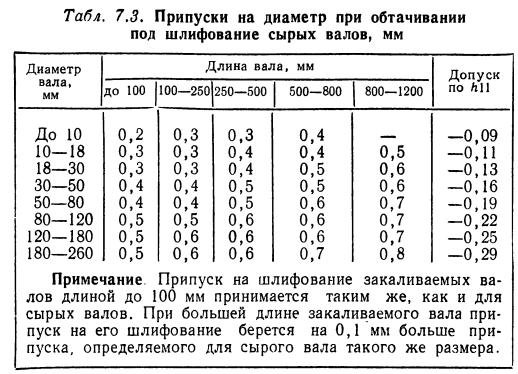
Поверхности, подлежащие шлифованию, обрабатываются с припуском (табл. 7.3).
Припуски на обработку поковок и отливок зависят от размеров и способа получения заготовок и колеблются в широких пределах. Для ориентировочного определения их минимальных значений можно руководствоваться размером припусков для заготовок из проката.
Установка заготовок на станке. Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и точности (табл. 7.4).
Заготовка, устанавливаемая в патроне, должна быть надежно закреплена без заметного биения.
Длина зажимаемой части в кулачках патрона должна составлять примерно 1/3 общей длины заготовки.
При необходимости заготовку выверяют на отсутствие биения. «Бьющий» участок поверхности определяют по риске, оставляемой мелом, поднесенным к вращающейся заготовке. Остановив станок, легкими ударами молотка с мягким бойком приводят заготовку в правильное положение, которое проверяют аналогично повторным включением шпинделя станка. При необходимости указанные действия повторяют несколько раз, после чего заготовку закрепляют окончательно.

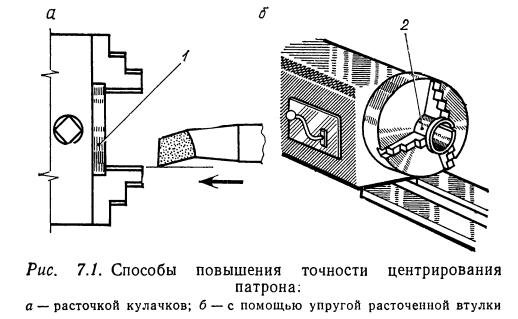
Точность центрирования частично изношенного патрона можно повысить расточкой рабочих поверхностей кулачков (рис. 7.1, а) при помощи распорного диска 1, зажимаемого в специально подготовленную небольшую выточку с обратной стороны кулачков. Для этой же цели можно воспользоваться упругой чугунной втулкой 2 (рис. 7.1, б), продольно разрезанной в одном месте и расточенной по диаметру базовой поверхности детали. На время растачивания в прорезь втулки устанавливают пластинку из мягкого металла.
Соосность пиноли и шпинделя контролируют по совмещению установочных рисок или платиков на корпусе и плите задней бабки, а также по отсутствию конусности у предварительно обточенной заготовки. Биение рабочего конуса переднего центра, проверяемого индикатором, не должно превышать 0,01 мм.
Для установки заготовок при обтачивании наружных поверхностей применяют зажимные и поводковые патроны, хомутики и центры.
Резцы для обтачивания и их установка на станке. Применяются проходные прямые, отогнутые и упорные резцы, выбор которых определяется формой и жесткостью детали.
Для жестких деталей с гладкими цилиндрическими поверхностями применяют прямые и отогнутые резцы; упорные рекомендуется использовать только для обтачивания ступенчатых поверхностей и нежестких валов.
Резцы должны быть правильно установлены на станке: на уровне оси центров и перпендикулярно к ней, с наименьшим возможным вылетом из резцедержателя (не более 1,5 высоты стержня) и прочно закреплены не менее чем двумя винтами. При черновом обтачивании и обработке нежестких валов резцы рекомендуется устанавливать несколько выше оси центров на 0,01—0,03 диаметра детали.
Высоту установки резца регулируют металлическими прокладками и проверяют по вершинам центров или подрезкой торца заготовки; при правильной установке в центре подрезанного торца не должна оставаться бобышка.
Приемы обтачивания. С учетом припуска, точности и жесткости детали обработку ведут за наименьшее число проходов. Чистовой проход выполняют с минимальной глубиной резания — 0,5—1 мм.
Резец устанавливают на диаметр обтачиваемой поверхности по лимбу поперечной подачи. Отсчет размера при этом производят от черновой измерительной базы — необработанного цилиндра заготовки. Следовательно, для настройки резца на точный размер, сначала подготавливают вспомогательную измерительную базу — пробную проточку длиной 3—5 мм, по результатам измерения которой резец подают окончательно на требуемый диаметр по лимбу.
Длину обрабатываемой поверхности выдерживают разметкой заготовки или по лимбу продольной подачи.
При пользовании лимбами необходимо учитывать наличие и величину люфта (зазора) в передачах движения суппорта. Для этого маховичок ручной подачи следует поворачивать плавно только в одну сторону. Если допущена плюсовая ошибка, маховичок поворачивают в обратную сторону на величину, немного большую люфта, а затем, вращая в прежнем направлении, доводят лимб до требуемого деления.
При обтачивании ступенчатых поверхностей уступы небольшой высоты (до 5 мм) подрезают продольной подачей в конце рабочего хода резца. Более высокие уступы обрабатывают поперечной подачей при расположении резца под углом 5—10° к плоскости уступа. При этом последовательность чернового обтачивания ступеней целесообразно выбирать такой, чтобы общая длина рабочего хода резца была бы наименьшей. Если позволяет глубина резания, обработку таких поверхностей следует начинать с участка наименьшего диаметра.

Повышения производительности труда при изготовлении деталей ступенчатой формы можно также достичь настройкой станка по продольным упорам и применением копировальных приспособлений. В этом случае необходимо, чтобы каждая заготовка занимала постоянное продольное положение на станке. Это условие обеспечивается поджимом заготовок к шпиндельному упору, к уступу или выточкам кулачков патрона, применением поводково-плавающего центра, установкой заготовок на оправках, имеющих уступ.
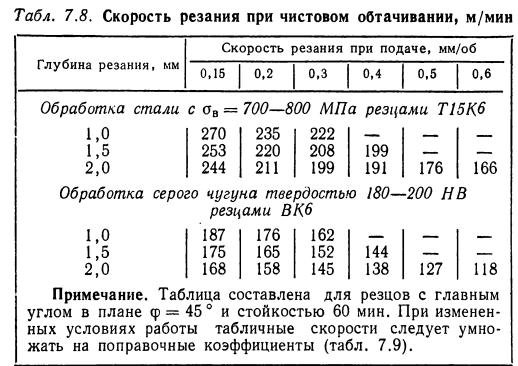
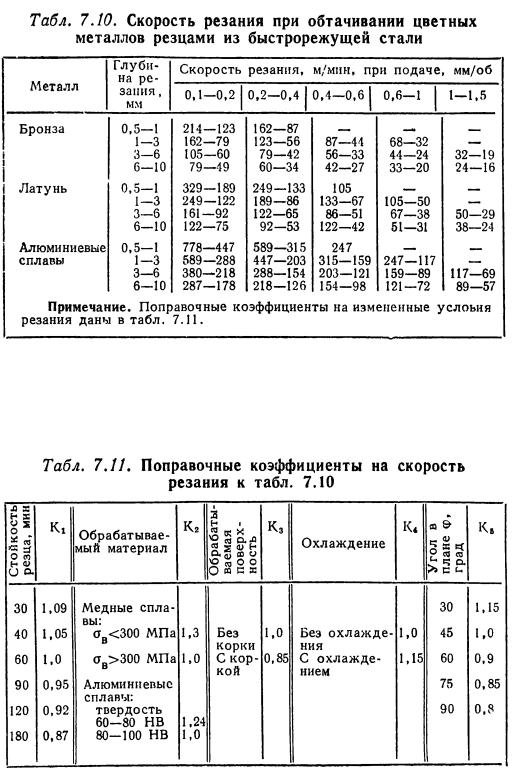
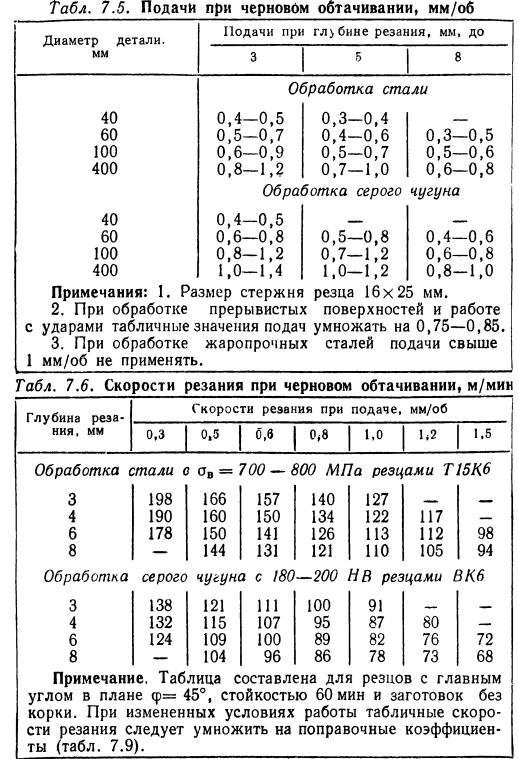
Режим резания при обтачивании. Порядок выбора элементов рационального режима резания изложен ранее. В табл. 7.5—7.11 приведены рекомендуемые значения подачи и допустимой скорости. Подачи при обработке сплавов из цветных металлов можно ориентировочно принимать по табл. 7.5 и 7.7: для деформируемых сплавов — как для стали, для литейных — по чугуну.
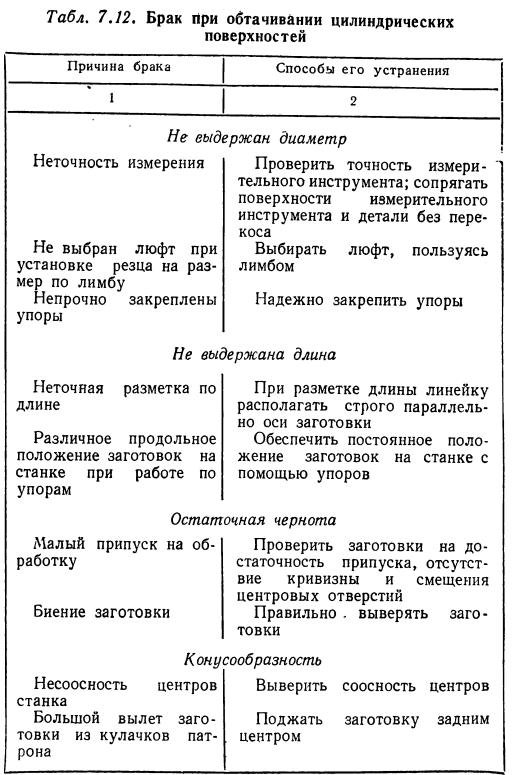
Брак при обтачивании. Виды, причины и способы устранения погрешностей при обработке наружных цилиндрических поверхностей приведены в табл. 7.12.