Главная
ГлавнаяРазвертки предназначены для окончательной обработки отверстий точностью 7—9-го квалитетов. В отличие от зенкеров они имеют большое число мелких зубьев, расположенных неравномерно по окружности.
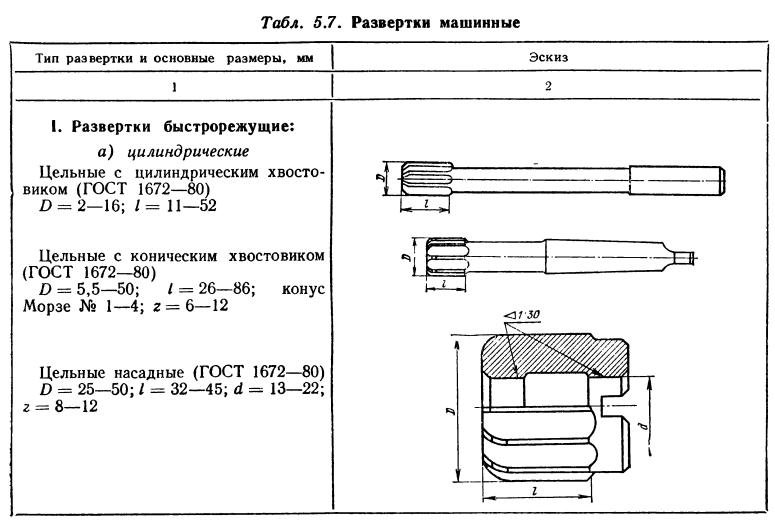
В зависимости от формы обрабатываемого отверстия развертки делятся на цилиндрические и конические, по способу крепления — на хвостовые и насадные, по способу применения — на ручные и машинные, по конструкции рабочей части — на цельные и сборные.
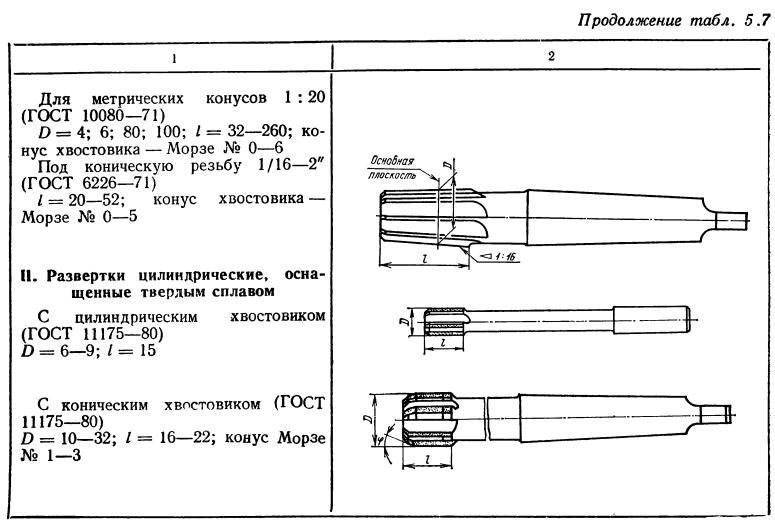
На токарных станках преимущественно используются машинные развертки, которые изготовляются из быстрорежущих сталей или оснащаются пластинками из твердого сплава.
Машинная цилиндрическая развертка (рис. 5.3) состоит из хвостовика, шейки к рабочей части. В свою очередь рабочая часть делится на режущую, калибрующую и обратный конус.

На режущей части располагаются главные режущие кромки. Наклон их к оси определяется углом в плане ф, величина которого зависит от назначения развертки. Для сквозных отверстий при обработке вязких металлов ф=15°, для хрупких металлов ф=5°. У разверток для обработки глухих отверстий ф=60°.
Калибрующая часть имеет цилиндрическую форму. На ней располагаются вспомогательные режущие кромки, предназначенные для зачистки и калибрования отверстия. Чтобы предупредить повреждение отверстия концами зубьев калибрующей части, в конце ее на небольшой длине выполняется незначительная обратная конусность.
Форма заточки развертки по длине зубьев разная. На режущей части зубья затачивают до остроты с углом а = 6—8°, на калибрующей — оставляют цилиндрические ленточки шириной f = 0,08—0,5 мм, которые сглаживают отверстие, улучшают направление развертки и увеличивают число ее переточек. Передний угол у обычно равен 0°. При повышенных требованиях к качеству обработки его выполняют отрицательным (-3)—(-5°).
У разверток для сквозных отверстий на торце делается центрирующая фаска шириной 1,5—2,5 мм, предохраняющая уголки зубьев от выкрашивания.
ПО ГОСТ 1523—81 цилиндрические развертки централизованно выпускаются в доведенном виде для отверстий с полями допусков от H7 до H9 либо с припуском под доводку шести номеров от 1 до 6. Последние только после доводки по калибрующей части можно применять для обработки отверстий предусмотренной точности.
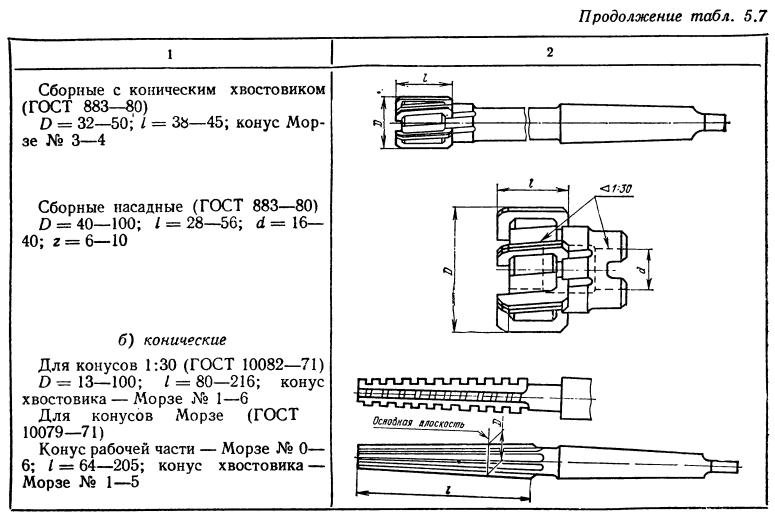
Конические развертки служат для обработки конуса в предварительно просверленном отверстии или калибрования его после расточки. Для инструментальных конусов 1:30, Морзе, метрических такие развертки изготавливаются комплектными из двух штук: предварительной и чистовой. Первая на режущих кромках имеет стружкоразделительные канавки, расположенные в шахматном порядке.
Маркировка цилиндрических разверток содержит номинальный диаметр, поле допуска обрабатываемого отверстия и материал. На конических развертках указывается номинальный диаметр в основной плоскости или номер конуса, конусность, материал. Основные типы и градации разверток даны в табл. 5.7 и 5.8.