Главная
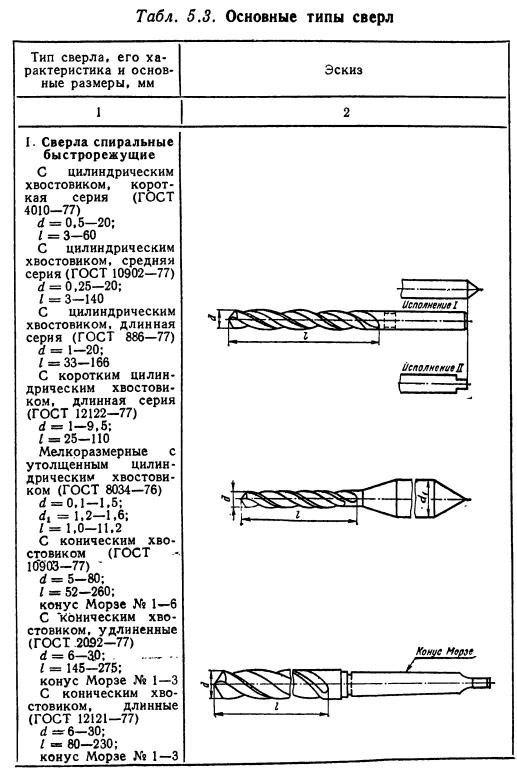
ГлавнаяСверла предназначены для образования отверстий в сплошных заготовках. Для токарных работ преимущественно применяются спиральные и центровочные сверла. Их основные типы и размеры приведены в табл. 5.3.
Конструкция спирального сверла (рис. 5.1). Спиральное сверло представляет собой двузубый режущий инструмент, состоящий из трех основных частей: хвостовика, шейки и рабочей части, которая делится на режущую часть с углом конуса при вершине 2ф и направляющую.



На рабочей части сверла выполнены две стружечные канавки, винтовая форма которых облегчает выход стружки из отверстия и подвод охлаждающей жидкости к режущим кромкам. Для уменьшения трения сверла о стенки отверстия спинки зубьев занижены, а вдоль каждого из них оставлены узкие направляющие ленточки. С этой же целью по длине направляющей части выполнена небольшая обратная конусность. Для увеличения прочности сверла глубина стружечных канавок по направлению к хвостовику постепенно уменьшается.
Режущая часть сверла имеет две режущие кромки, которые в центре соединяются поперечной кромкой (перемычкой). Передняя поверхность зуба является частью винтовой поверхности стружечной канавки, а задняя — поверхностью конуса, образующегося при заточке сверла.
Хвостовик сверла выполняется коническим по форме конусов Морзе или цилиндрическим. Конический хвостовик заканчивается лапкой, цилиндрический — гладкий или с поводком.
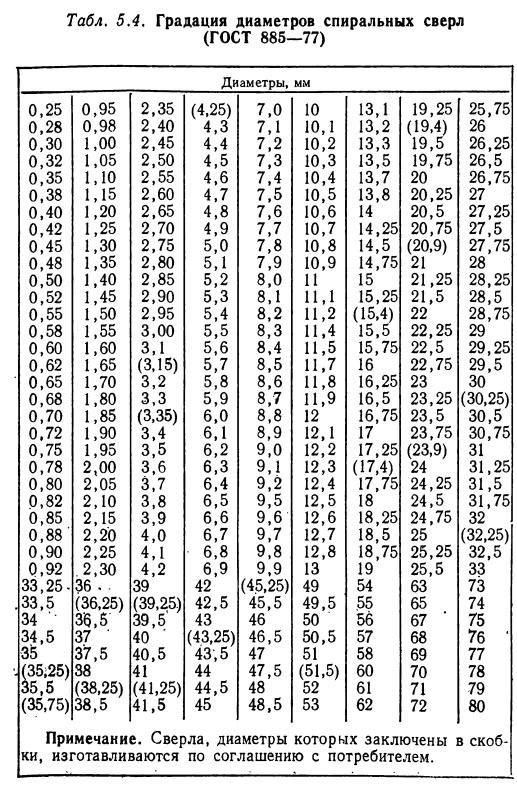
Сверла изготовляются двух классов точности (по ГОСТ 2034—80): повышенного — A1, А и нормального — B1, В из быстрорежущей стали или оснащенные твердым сплавом. На них маркируются диаметр, класс точности (кроме В) и материал. Градация диаметров сверл приведена в табл. 5.4.
Геометрия спирального сверла. Каждый зуб сверла, как и резец, имеет форму клина, которая определяется главными углами: передним у, углом заострения в и задним а (рис. 5.1,б). В связи с винтообразной передней поверхностью величина переднего угла переменная. У периферии она наибольшая, а по мере приближения к оси уменьшается до отрицательного значения. Поэтому на участках режущих кромок, расположенных близко к оси, процесс резания сильно затрудняется, переходя в скобление металла.
Задний угол образуется заточкой сверла по задним поверхностям. Для компенсации уменьшения этого угла в работе, особенно для точек, близко расположенных к оси, ему придают переменную величину: от 10—15° у периферии до 20—26° ближе к оси.
Угол при вершине 2ф оказывает существенное влияние на сопротивление резанию. С уменьшением этого угла возрастает общее сопротивление резанию, но осевое усилие подачи понижается. Для сверл общего назначения угол при вершине выполняется в пределах 116—118°; мягких цветных металлов — 130—140°; для деталей из пластмасс — 85—90°.
Перемычка затрудняет работу сверла, так как она не режет, а мнет металл. У правильно заточенного сверла угол между перемычкой и режущей кромкой w (рис. 5.1, а) должен составлять 50—55°.
Заточка сверла. Для восстановления сверло после изнашивания затачивают. Заточка выполняется на специализированных сверлозаточных станках либо.
Правильно заточенное сверло должно иметь:
1) требуемый угол при вершине 2ф;
2) прямолинейные режущие кромки одинаковой длины;
3) угол наклона перемычки к режущей кромке w = 50—55°;
4) острые режущие кромки без забоин, завалов, заусенцев, прижогов и трещин.
Контроль заточенных сверл производят визуальным осмотром и при помощи шаблонов.
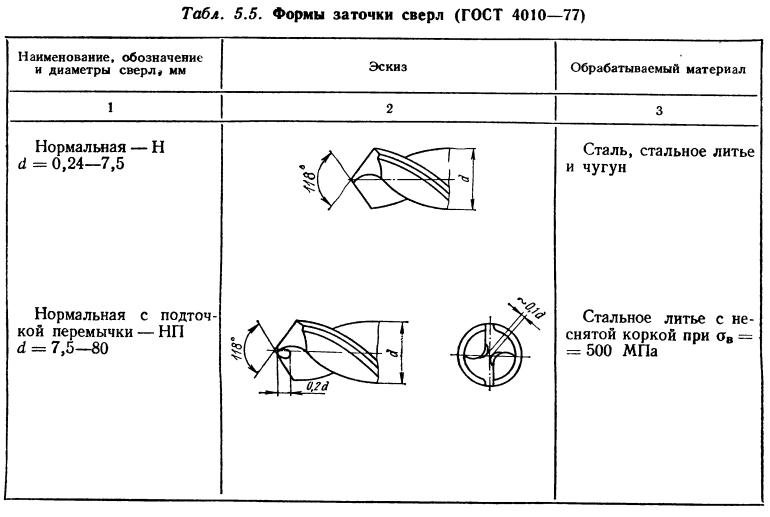
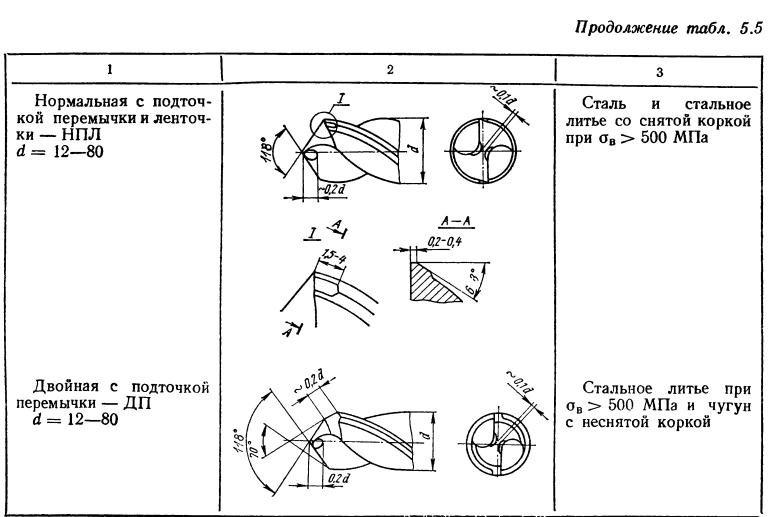
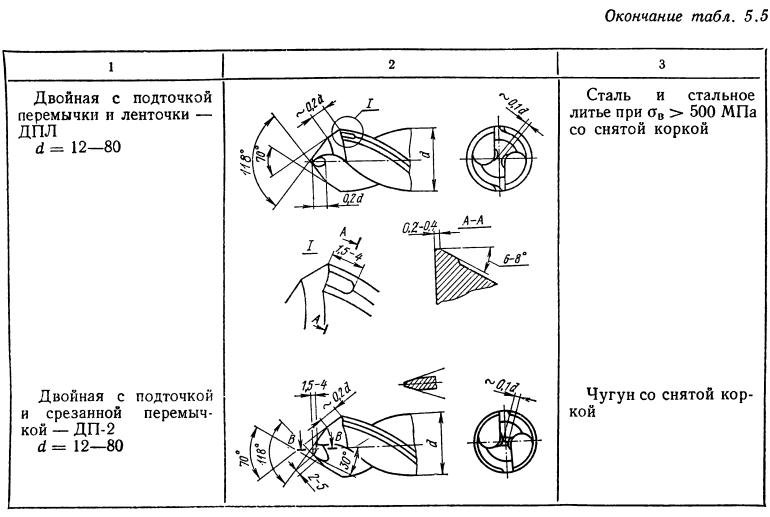
Рекомендуемые формы заточки сверл приведены в табл. 5.5.