 Главная
ГлавнаяПриспособлениями называются дополнительные устройства к станку, предназначенные для закрепления обрабатываемых деталей или расширения технологических возможностей станка.
С этой целью при выполнении токарных работ применяются зажимные и поводковые патроны, центры, хомутики, оправки, упоры, планшайбы, люнеты и ряд других приспособлений.
Зажимные патроны предназначены для закрепления коротких заготовок с длиной выступающей части до 2—3 диаметров.
По устройству зажимные патроны делятся на кулачковые и цанговые, которые могут приводиться в действие вручную или силовым приводом. На рис. 3.1 изображен наиболее распространенный трехкулачковый самоцентрирующий токарный патрон с ручным приводом, предназначенный преимущественно для закрепления заготовок с относительно ровными круглыми поверхностями. Патрон имеет широкий диапазон развода кулачков, легко переналаживается на необходимый размер заготовки и одновременно с закреплением центрирует ее по оси шпинделя станка. Ручной привод позволяет токарю выбирать необходимую силу зажима.

Патрон состоит из корпуса 1, центрального конического колеса 2 с многовитковой спиральной нарезкой, реек 3 и кулачков 4, скрепленных винтами, трех конических шестерен 5 с квадратными отверстиями под ключ и крышки 6. Последняя ограничивает осевое перемещение колеса 2 и защищает внутреннюю полость от загрязнения.
В связи с невысокой прочностью сборная конструкция кулачков (как показано на рис. 3.1) применяется в основном для легких работ. Поэтому она чаще всего заменяется двумя комплектами цельных кулачков — прямыми и обратными.
Самоцентрирующие патроны выпускаются различных размеров с наружным диаметром от 80 до 630 мм четырех классов точности: а) для универсальных работ — нормальной точности H и повышенной П; б) для чистовых работ — высокой В и особо высокой А.
На корпусе патрона маркируются класс точности (кроме нормального) и номера пазов; на кулачках наносятся номера соответственно пазам корпуса.
Крепление патронов на станке осуществляется посредством переходных фланцев для резьбовых или фланцевых концов шпинделей.
Для закрепления заготовок некруглой формы, отливок и поковок с неровными поверхностями и некоторых других работ применяются четырехкулачковые патроны с независимым перемещением кулачков (рис. 3.2). Они состоят из корпуса 2, опор 3, винтов 4 и кулачков 5. Кулачки могут быть использованы в качестве прямых или обратных. Зажим и центрирование заготовок в таких патронах выполняются раздельно. Патрон крепится на резьбовом конце шпинделя при помощи переходного фланца 1.
Четырехкулачковые патроны изготавливаются различных диаметров: от 160 до 1000 мм.

Цанговые патроны (рис. 3.3) обеспечивают высокую точность центрирования. Они применяются для крепления заготовок небольших размеров с обработанными установочными поверхностями или из калиброванного проката.
Такие патроны состоят из трех основных частей: корпуса 1 с коническим хвостовиком, гайки 2 и цанги 3 в виде частично разрезанной в трех местах по окружности стальной упругой втулки. При завинчивании гайки цанга благодаря наружному конусу сжимается и закрепляет заготовку, установленную в ее отверстии. Винт 4 препятствует повороту цанги, а упор 5 обеспечивает постоянное продольное положение обрабатываемых заготовок.
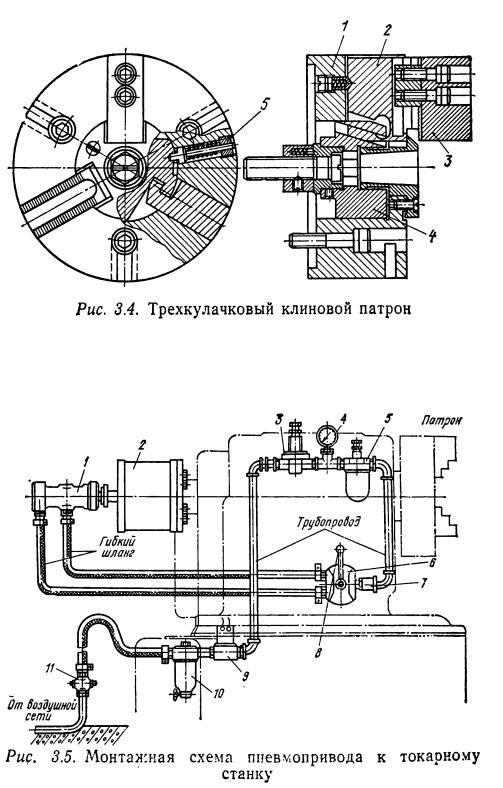
Патроны с ручным приводом, обладая универсальностью, вместе с тем малопроизводительны и трудоемки в работе. Поэтому токарные станки, настроенные на определенные операции, оснащаются механизированными патронами, приводимыми в действие силовым приводом. Наибольшее распространение получили трехкулачковые клиновые самоцентрирующие патроны с пневматическим приводом (рис. 3.4). Они состоят из корпуса 1, кулачков 2, губок 3, муфты 4 и фиксатора 5. Муфта имеет три паза, расположенных под углом 15° к оси патрона, в которые входят выступы кулачков. От привода посредством тяги муфта перемещается поступательно вперед для разжима и назад — для зажима заготовки. Патрон настраивается на требуемый размер перестановкой губок по рифленым поверхностям кулачков, рабочий ход которых составляет 5—8 мм. Кулачки патрона при необходимости выводятся из корпуса поворотом муфты торцовым ключом на некоторый угол против часовой стрелки.
На рис. 3.5 изображена монтажная схема пневматического привода к токарному станку с вращающимся пневмоцилиндром 2 двойного действия, закрепляемым при помощи фланца на заднем конце шпинделя. Принцип действия привода следующий.
При открытом кране 11 сжатый воздух от воздушной сети поступает во влагоотделитель 10, где он очищается от содержащейся в нем воды и твердых частиц. Далее воздух проходит через пневматический электровыключатель 9, регулятор давления 3, маслораспылитель 5, обратный клапан 7, кран управления 6, распределительную муфту 1 и поступает в пневмоцилиндр 2. При крайних положениях рукоятки 8 воздух проходит соответственно в правую или левую полость цилиндра 2, поршень которого посредством штока и соединительной тяги воздействует на муфту патрона, приводя его в действие. Манометр 4 регистрирует давление воздуха в системе.
Пневматический электровыключатель 9 служит для отключения электродвигателя станка в случае внезапного понижения давления воздуха в сети. Регулятор давления 3 автоматически поддерживает постоянное давление воздуха в системе. Из маслораспылителя 5 воздух уносит с собой капельки масла, которыми смазывается внутренняя полость цилиндра. Обратный клапан 7 препятствует прохождению воздуха в обратном направлении.

Поводковые патроны (рис. 3.6) участвуют в передаче вращательного движения от шпинделя к обрабатываемой детали, установленной в центрах.
По ГОСТ 2572—72 такие патроны изготовляются соответственно для резьбовых и фланцевых концов шпинделей.
Хомутики (рис. 3.7) предназначены для передачи вращения от поводкового патрона к обрабатываемой детали, установленной в центрах. По ГОСТ 2578—70 предусмотрено изготовление двух типов хомутиков: прямых — тип А и отогнутых — тип Б разных размеров с общим диапазоном диаметров зажимаемых деталей d от 6 до 100 мм.
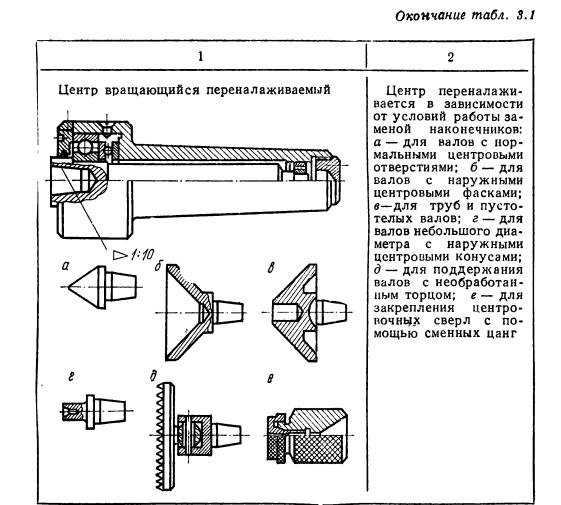
Центры (табл. 3.1) служат для установки и закрепления заготовок типа валов по центровым отверстиям или внутренним фаскам. По конструкции они делятся на упорные (цельные), вращающиеся и поводковые; по форме рабочей части — на прямые, обратные, полуцентры и грибковые.



Упорные центры состоят из конического хвостовика, шейки и рабочего конуса с углом 60°. Они изготовляются из стали У7—У8 и термически закаливаются — конец хвостовика и рабочий конус до твердости 55—58 HRC3.
Вращающиеся центры позволяют избежать изнашивания центровых отверстий детали. Они состоят из корпуса с коническим хвостовиком, подшипников качения и вращающейся вставки (шпинделя). При эксплуатации вращающихся центров необходимо периодически смазывать подшипники, заливая в корпус масло или заполняя его свежим солидолом (в зависимости от конструкции центра) и следить за состоянием войлочного уплотнения крышки.
Применение поводковых центров значительно повышает производительность труда, так как они позволяют обтачивать всю длину вала за одну установку без хомутика.
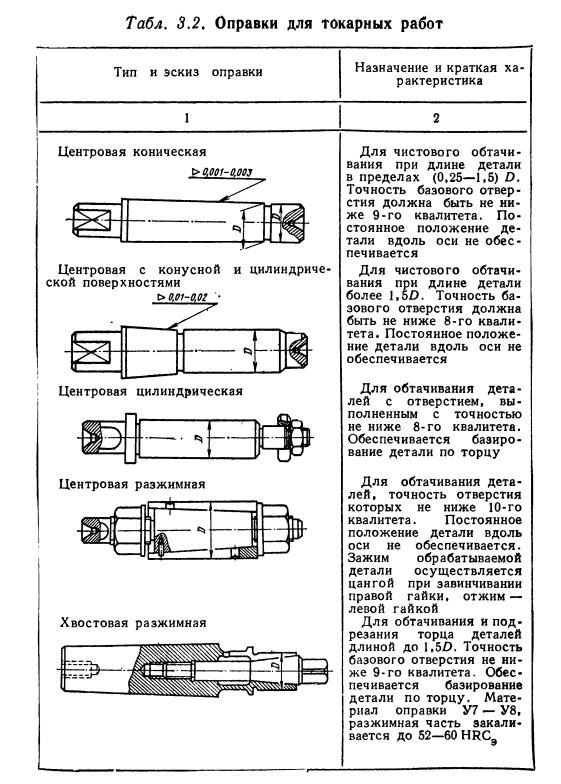
Оправки (табл. 3.2) применяют для установки полых деталей типа втулок, фланцев, дисков и других с базированием по отверстию.
По способу установки на станке различают центровые, хвостовые и патронные оправки, которые в зависимости от конструкции рабочей части делятся на конические, цилиндрические, резьбовые и разжимные.


Упоры служат для создания постоянного продольного положения заготовок на станке или установки резцов на требуемые размеры. Они значительно сокращают время на отсчет размеров по лимбам и исключают раз-метку заготовок по длине.
Упорами для обрабатываемых заготовок могут служить торцы, уступы и выточка кулачков токарных патронов, уступы оправок, поводковоплавающие центры.
При закреплении заготовок в прямых кулачках патрона используется регулируемый шпиндельный упор (рис. 3.8, а). Он состоит из конического хвостовика 1, винта 3, сменной насадки 4 и контргайки 2. Упор устанавливается в отверстие переднего конца шпинделя и регулируется на необходимый размер по длине винтом 3.
При подрезании торцов длинных заготовок пользуются упором, закрепленным на обратном резьбовом конце шпинделя (рис. 3.8,б). Упор настраивается на требуемый размер продольной регулировкой штыря 2 и закрепляется винтом 1.

Необходимую длину отрезаемой заготовки можно получить с помощью откидного упора 1 (рис. 3.8, в), который устанавливается в пиноль задней бабки и отбрасывается самостоятельно во время работы благодаря угловому срезу на 2/з диаметра.
На длину обрабатываемой поверхности целесообразно настраивать станок по продольным упорам, закрепляемым в необходимом положении на передней направляющей станины. Простой продольный упор с микрометрическим винтом изображен на рис. 3.8, г.
При точении ступенчатых поверхностей применяются многопозиционные продольные упоры, одна из конструкций которых показана на рис. 3.8, д. Диск 3 со сменными стержнями 4 поворачивается вручную и фиксируется в одном из пяти положений фиксатором 1. Для повышения жесткости поворотной части служит опора 2.
Для установки резца на необходимый диаметр обрабатываемой поверхности ряд станков имеет поперечные упоры, которые позволяют закреплять индикатор для повышения точности отсчета размера. При отсутствии таких упоров можно пользоваться простым поперечным индикаторным упором, изображенным на рис. 3.8, е. Планка 2 пазом типа «ласточкин хвост» устанавливается на направляющих продольных салазок суппорта и закрепляется винтом 3. В ее отверстии винтом 1 зажимается индикатор, штифт которого упирается в торец поперечных салазок. Такой упор может быть закреплен как спереди, так и сзади поперечных салазок в зависимости от вида выполняемой работы.
Планшайбы и угольники предназначены для установки на токарном станке деталей типа рычагов, корпусов, у которых необходимо выдержать строгую параллельность, перпендикулярность или угловое расположение оси обрабатываемых поверхностей относительно технологической базы (основания или торца).

Планшайба 1 (рис. 3.9, а) — чугунный диск со ступицей, усиленный с обратной стороны ребрами жесткости. Отверстие ступицы выполняется по форме и размерам передних концов шпинделей. На переднем торце планшайбы, строго перпендикулярном к ее оси, расположены Т-образные и сквозные пазы для установки крепежных болтов. Заготовка на планшайбе крепится прихватами и болтами и дополнительно поджимается боковыми опорами. Смещенный центр тяжести заготовки уравновешивается противовесом 2.
Применение угольника для расточки отверстия в корпусе подшипника показано на рис. 3.9, б. Угольник 1 вместе с заготовкой крепится к планшайбе болтами, выверяется и уравновешивается противовесом 2.

Для смещения заготовки во взаимно перпендикулярных направлениях применяются подвижные двухкоординатные угольники (рис. 3.10). Перемещение угольника 1 осуществляется винтами 3 и 4 с. отсчетом величины сдвига по миллиметровым шкалам с нониусами. Более точную установку выполняют мерными плитками, расположенными между опорами 2 и 5.
Люнеты применяются в качестве дополнительные опор при обработке нежестких валов длиной более 12—15 диаметров. Различают неподвижные и подвижные люнеты.
Неподвижный люнет (рис. 3.11, а) состоит из основания 6, крышки 2 и трех кулачков 1 с независимым перемещением. Он устанавливается на средних направляющих станины станка и закрепляется скобой 8, болтом и гайкой 7. Кулачки радиально перемещаются рукоятками 3 и закрепляются в необходимом положении зажимами 4. На время установки заготовки в люнет крышка 2 отбрасывается после освобождения поворотного зажима 5. Сменные наконечники кулачков изготавливаются из чугуна или бронзы, а для работы с большой скоростью резания их заменяют подшипниками качения. Для установки кулачков концентрично оси вращения заготовки на последней вытачивают неглубокую канавку, к которой равномерно подводят кулачки люнета.

Определенный интерес представляет конструкция четырехопорного неподвижного люнета В. К. Семинского (рис. 3.11,б), который способен упруго воспринимать небольшое биение шейки заготовки под люнет, возникающее вследствие некоторой ее некруглости. В люнете применены шарикоподшипниковые наконечники. Два верхних из них 6 шарнирно установлены на стержне 4 и постоянно поджаты книзу пружиной 5. После установки заготовки на два предварительно выверенных нижних кулачка 7 крышку 2 закрывают и регулируют стержень 4 гайками 3 так, чтобы между крышкой и основанием 8 образовался зазор 3—5 мм. Затем крышка прижимается к основанию эксцентриком 1. Пружина 5 в данном люнете действует подобно упругому амортизатору.
Подвижный люнет (рис. 3.11, в) состоит из корпуса 4, верхняя часть которого отогнута вправо, и двух кулачков 1. Кулачки перемещаются и закрепляются в требуемом положении рукоятками 3 и зажимами 2. Такой люнет устанавливается и закрепляется на левой стороне каретки суппорта, а благодаря изогнутости корпуса кулачки его располагаются за резцом и во время работы прижимаются к обработанной поверхности вала.
Копировальные приспособления позволяют значительно повысить производительность обработки деталей с коническими, ступенчатыми или фасонными поверхностями. Они работают по принципу воспроизведения формы копира на поверхности заготовки. Щуп приспособления, перемещаясь с механической подачей по копиру, передает соответствующие движения резцу через промежуточные устройства, а резец как бы следит за движением щупа и повторяет их. Поэтому такие системы получили название следящих.
По типу промежуточных передающих устройств копировальные приспособления делятся на механические, гидравлические и электрические. Примерами механических копировальных приспособлений могут служить конусная линейка к токарному станку и копировальное приспособление конструкции В.К. Семинского.

Конусная линейка к станку 1И611 (рис. 3.12) для обработки пологих конусов с углом уклона до 12° смонтирована на угольнике 5, прикрепленном к каретке суппорта. На его направляющих установлены салазки 1, присоединенные к станине станка тягой 8 и кронштейном 9. На салазках 1 расположена копировальная линейка 4, которая может быть повернута вокруг оси 2 на требуемый угол рукояткой 7. Линейку охватывает ползун 3, соединенный с телескопическим винтом 6 поперечной подачи.
При включении продольной подачи ползун, скользя по линейке, перемещает в соответствии с ее уклоном поперечные салазки, обеспечивая тем самым конусность на обрабатываемой детали. Для работ без конусной линейки достаточно открепить тягу 8 от кронштейна 9.
Механический копировальный суппорт В. К. Семинского (рис. 3.13) позволяет автоматизировать обработку ступенчатых и фасонных поверхностей. Для этого вместо резцедержателя на суппорте устанавливают и закрепляют корпус 1, в отверстии которого может перемещаться пиноль 4 вместе с резцом 5 и щупом 2. Во время работы щуп постоянно прижат пружинами 7 к копиру 3, который шарнирно соединен с закрепленным на станине кронштейном 6.

При включении механической подачи щуп скользит по копиру, сообщая резцу необходимое следящее движение. По окончании обработки суппорт отводят назад на 20—30 мм и поворотом рукоятки 8 с эксцентриком подают пиноль вперед так, чтобы щуп во время обратного хода не касался копира. В исходном положении суппорта пиноль возвращается в рабочее состояние поворотом рукоятки 8 в обратном направлении.
Существенным недостатком механических копировальных приспособлений является довольно быстрое изнашивание копира в результате непосредственного воздействия на него сил резания, что устранено в гидрокопировальных устройствах.
Гидрокопировальный суппорт ГС-1 (рис. 3.14) с четырехпозиционным резцедержателем устанавливается взамен поворотной плиты и верхних салазок на обычный суппорт.
Обработка ведется за счет одновременного сочетания двух подач резца: равномерной продольной и переменной угловой от гидрокопировального привода.
К угловым салазкам 1 прикреплен гидроцилиндр 2 совместно с золотниковой коробкой 3, регулирующей поток напорной струи масла, поступающей в полости гидроцилиндра от гидроагрегата по гибким шлангам 7. Шток поршня гидроцилиндра неподвижно закреплен на поперечных салазках суппорта. Золотник управляется двуплечим рычагом 4, на конце которого закреплен сменный щуп 5, постоянно прижатый к копиру 6 давлением на рычаг подпружиненного золотника.
При включенной продольной подаче суппорта щуп, огибая профиль копира, поворачивает рычаг 4, который воздействует на золотник, изменяющий в свою очередь направление потока и количество масла, поступающего в полости гидроцилиндра, и соответственно угловую подачу резца.
Приспособления для обработки сферических поверхностей. Наружные и внутренние сферические поверхности радиусом свыше 10 мм обрабатываются круговым движением резца. Для этого применяются различные приспособления, одна из конструкций которых приведена на рис. 3.15.
Приспособление устанавливается на поперечных салазках суппорта. Оно представляет собой круглый поворотный стол 3 с резцедержателем 2, передвигаемым по Т-образным пазам в радиальном направлении. Стол имеет червячный венец, сцепленный с червяком, на конце которого находится маховичок 1. Вращением маховичка осуществляется круговое движение круглого стола с резцедержателем.
Приспособления для ускоренного отвода резьбового резца. При нарезании резьбы до упора очень важно в конце резания своевременно отвести резец от детали. При большой скорости движения суппорта это осуществить довольно трудно, а иногда и невозможно. Для автоматического отвода резца разработан и внедрен ряд конструкций приспособлений. Одно из них показано на рис. 3.16.

Корпус 2 выступом на боковой стороне закрепляется в резцедержателе 12 суппорта. В отверстии корпуса расположен ползун 3. в котором цангой 1 и тягой 4 закрепляется резец 11 с круглым стержнем. Резьбы на концах тяги имеют разный шаг, поэтому даже при небольшом усилии завинчивания тяги торцовым ключом резец закрепляется довольно прочно.
Под действием пружины 6, опирающейся на упор 5 и утолщенный конец тяги 4, ползун 3 постоянно оттягивается назад. Ho его удерживает в рабочем положении уступ конца рычага 7, вращающегося на оси 9. Упор 5 закреплен в корпусе 2 и проходит через продолговатое окно А в ползуне.
На станине в требуемом месте закрепляется неподвижный упор. При продольном движении суппорта ролик 8, наезжая на упор, приподнимает рычаг, и ползун с резцом быстро отходит назад под давлением пружины 6. В исходном положении суппорта ползун возвращается в рабочее положение поворотом рукоятки 13. При этом рычаг 7 приподнимается плоской пружиной 10 и фиксирует своим уступом ползун.