Главная
ГлавнаяТипизация в машиностроении необходима для резкого сокращения количества индивидуальных решений при разработке технологической документации и уменьшения сроков подготовки производства новых изделий. Она основывается на технологической классификации деталей по сходным признакам: размерам, форме, технологическому подобию. Применительно к деталям, обрабатываемым на токарных станках, выделяют следующие основные технологические классы (рис. 8.2): валы, втулки, стаканы, диски, фланцы.
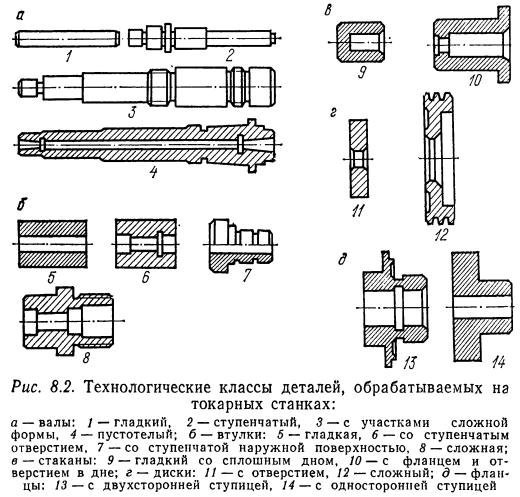
К валам относят круглые стержни длиной более трех диаметров. Кроме собственно валов, этот класс включает также ходовые винты, оси, шпиндели, пиноли и др. Втулки отличаются наличием сквозного отверстия и небольшой длиной — менее трех наружных диаметров. Стаканами называются детали типа круглых сосудов со сплошным дном или небольшим отверстием в нем. Характерная особенность дисков — небольшая длина, менее 1/2 диаметра. К ним относятся крышки, шкивы, зубчатые колеса и др. Фланцы — детали дисковой формы с отверстием и ступицей.
Такая классификация позволила значительно сократить чрезвычайно большое число индивидуальных технологических процессов до процессов для каждого класса деталей или его характерной части (группы).
Продолжая подобную унификацию, можно для большинства деталей токарной обработки предложить только два наиболее характерных типовых технологических процесса: один — для класса валов, другой — для класса втулок. При этом по технологической общности к втулкам относятся и другие короткие детали с отверстиями — стаканы, диски, фланцы.
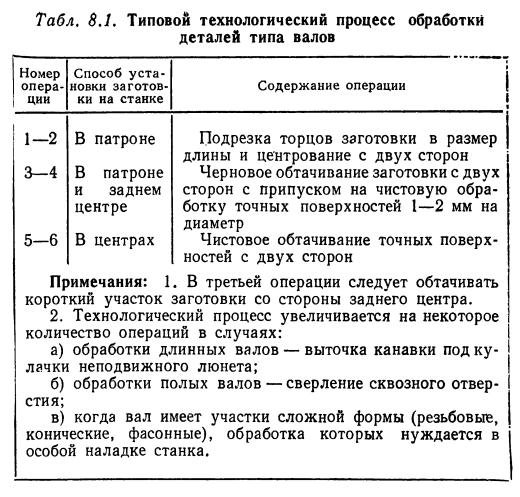
Основное содержание типовых технологических процессов токарной обработки деталей классов валов и втулок приведено в табл. 8.1 и 8.2.

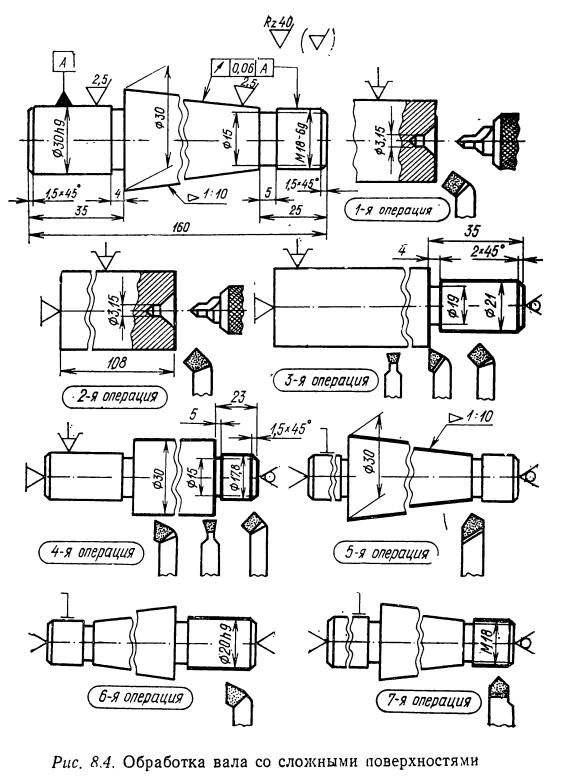
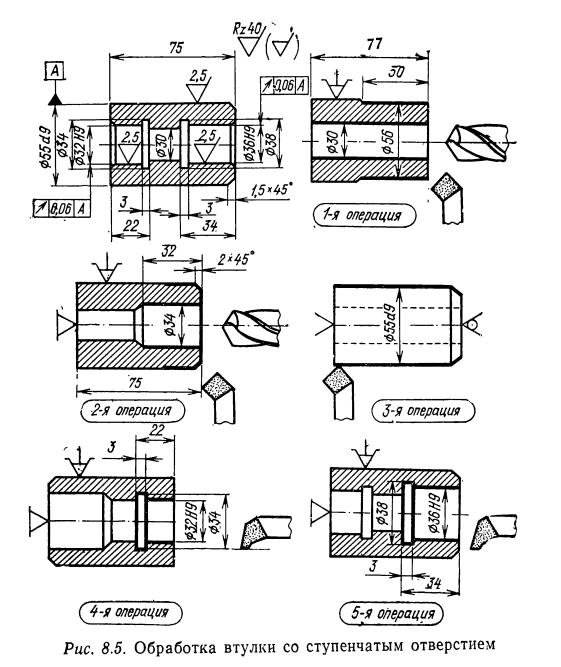
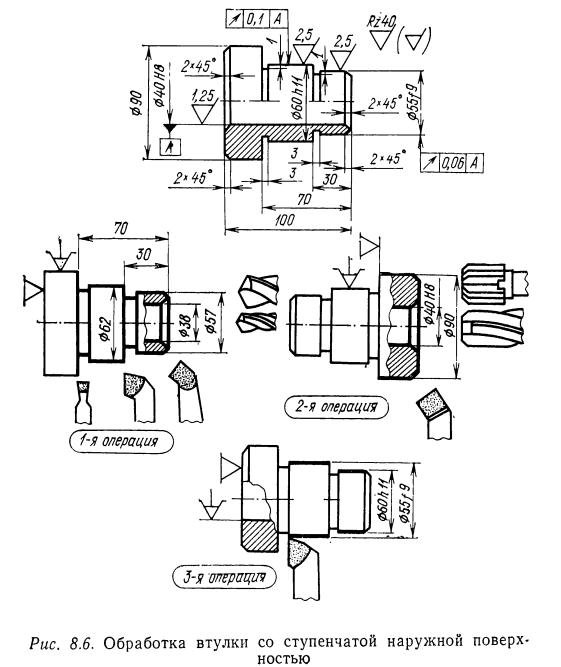
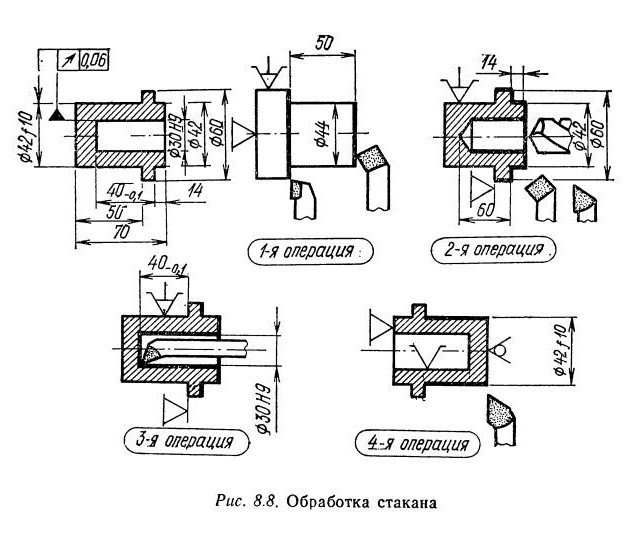
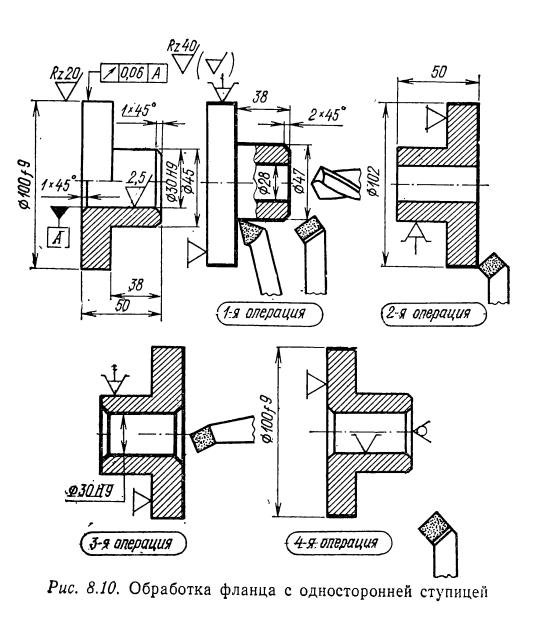
В порядке иллюстрации этих таблиц на рис. 8.3—8.10 приведены примеры использования типовых технологических процессов токарной обработки деталей различных технологических классов. На их эскизах способы установки заготовок на станке изображены с помощью условных обозначений, предусмотренных ЕСТД (единой системой технологической документации) по ГОСТ 3.1107— 81 (табл. 8.3).


Примеры разработаны для обработки небольших партий деталей — условий, соответствующих универсальному характеру работы на токарно-винторезных станках. В технологических маршрутах — рис. 8.3—8.8 — применены штучные заготовки из круглого стального проката; на рис. 8.9 — чугунные отливки с отверстием; на рис. 8.10 — стальные отливки без отверстия.