 Главная
ГлавнаяОбщие положения. Резьбовые резцы предназначены для нарезания резьб крупных размеров, повышенной точности и строго соосных к другим поверхностям детали. Данный способ, обладая универсальностью, является малопроизводительным. Поэтому его следует применять лишь в случаях, когда другие способы применить не представляется возможным.
Для универсальных работ преимущественно пользуются стержневыми и державочными резьбовыми резцами.
Резьбовые резцы, подобно фасонным, имеют профиль режущих кромок, точно соответствующий профилю нарезаемых резьб. При нарезании с большой скоростью угол профиля резцов, оснащенных твердым сплавом, рекомендуется уменьшать на 30—60' для компенсации некоторого его увеличения на обрабатываемой детали. Профиль резцов контролируется при заточке шаблонами.
Для устранения искажения формы профиля резьбы передний угол чистовых резцов выполняется равным V = 0°; для черновых резцов — положительным.
Боковые задние углы a1 и a2 зависят от угла подъема резьбы ф. Для крепежных резьб этот угол незначительный (не более 2°), поэтому им пренебрегают и выполняют a1 = a2 = 6—8°.
Для ходовых резьб с крупным шагом угол ф учитывают при определении боковых задних углов, которые принимают: для правых резьб а1=ф+(3—4)°, а2=3—4°; для левых — наоборот.
Резьбовые резцы, как правило, после заточки доводят по контуру профиля со стороны задних и передней поверхностей для устранения зазубрин, которые могут отразиться на шероховатости резьбы.
Установка резцов на станке. Резьбовые резцы устанавливаются строго на уровне оси центров станка так, чтобы ось их профиля была перпендикулярна к оси детали. Установка контролируется шаблоном на просвет.
Передняя поверхность чистовых резцов располагается горизонтально. У черновых резцов, когда угол ф > 3°, передняя поверхность располагается перпендикулярно к боковым сторонам резьбы поворотом резца на угол ф при помощи специальных державок с поворотной головкой или державочных резцов с круглым стержнем. В этом случае боковые задние углы не зависят от угла подъема резьбы и выполняются равными а1 = а2 = 3—4°.
Подготовка заготовки под резьбу. Диаметры поверхностей заготовок под наружную и внутреннюю крепежные резьбы с треугольным профилем устанавливают с учетом частичного выдавливания металла при резании согласно рекомендациям, изложенным ранее.
Исходные поверхности заготовок под ходовые резьбы выполняют по номинальным значениям диаметров резьб: для винтов — по наружному диаметру d, для гаек — по внутреннему D1. Это объясняется тем, что у таких резьб отсутствуют острые вершинки, а некоторое выдавливание металла по внешним уголкам профиля в виде заусенцев удаляется дополнительным проходом специального резца с углом профиля 90° или напильником.
Номинальные диаметры отверстий гаек под резьбу для ходовых резьб можно определить из формул: для трапецеидальной резьбы D1 = d-P; для упорной резьбы D1 = d—1,bP.
Предельные отклонения диаметров d и D1 для трапецеидальных резьб приведены в табл. 7.53, для упорных резьб — см. ГОСТ 25096—82.
Для притупления начала витка на торце стержня протачивают фаску под углом 45° и шириной примерно 0,5—1 шаг резьбы. В конце нарезаемого участка для выхода резца вытачивают канавку шириной 2—3 шага и глубиной немного больше высоты профиля резьбы.
Настройка станка на шаг резьбы. Токарно-винторезные станки настраиваются на шаги стандартных резьб с помощью коробки подач и сменных колес гитары. Кроме того, в большинстве станков предусмотрена дополнительная настройка на шаги точных и специальных резьб. В этом случае вращение от шпинделя на ходовой винт осуществляется по короткой кинематической цепи через реверс и сменные колеса гитары. Число их зубьев зависит от передаточного отношения колес гитары iг, которое определяется из формулы
iг = Рр/Рхip
,где Pр — шаг нарезаемой резьбы; Px — шаг резьбы ходового винта; ip — передаточное отношение реверса.
Передача сменными колесами гитары обычно осуществляется одной или двумя парами колес, т. е. простой или сложной зубчатой передачей. Передаточные отношения их определяются из формул:
iп.п = z1/z2; iс.п = z1/z2 z3/z4,
где iп.п — передаточное отношение простой передачи; iс.п — сложной передачи; z1, z3 и z2, Z4 — числа зубьев со-ответственно ведущих и ведомых колес.
Определение чисел зубьев сменных колес сводится к подбору таких значений числителя и знаменателя дроби передаточного отношения гитары iг, которые соответствовали бы количеству зубьев колес в нормальном наборе, прилагаемом к станку. Наиболее распространены наборы колес, числа зубьев которых кратны 5: 20; 25; 30 и т. д. до 120 и 127. Последнее колесо (127) предназначено для настройки станка с метрическим ходовым винтом на шаг дюймовой резьбы.
Подобранные в результате расчета колеса сложной передачи могут не сцепиться, если одно из них окажется слишком большим по диаметру и упрется в палец гитары. Поэтому, прежде чем установить их на станок, передачу проверяют на сцепляемость, которая обеспечивается при следующих условиях;
z1+z2 > z3+15;
z3+z4 > z2+15,
z3+z4 > z2+15,
где z1 и z2 — числа зубьев ведущих колес; z3 и z4 — числа зубьев ведомых колес.
При подборе простой передачи из двух колес их сцепляют паразитным колесом, а нужное направление вращения ходового винта устанавливают реверсом. Так же поступают, если невозможно сцепить какую-либо пару колес в сложной зубчатой передаче.
Пример 1. Требуется настроить токарный станок на шаг резьбы при следующих данных: Px = 12 мм; Pp = 1 мм; ip = 1. Решение. Определяем передаточное отношение гитары:
iг = Рр/Рхip = 1/12*1 = 1/12;
умножив числитель и знаменатель на 20, получим
iг = 20/240.
Колеса с числом зубьев 240 нет в наборе. Поэтому разложим числитель и знаменатель на сомножители:
iг = 1/12 = 1/4 * 1/3.
Числитель и знаменатель первой дроби умножим на 20, второй — на 25. Получим
iг = 20/80 * 25/75.
Такие колеса имеются в наборе. Ведущее колесо 20 устанавливается на вал реверса, последнее ведомое колесо 75 — на вал коробки подач. Колеса 80 и 25 закрепляются на общей втулке и устанавливаются на палец гитары.
Проверим сцепляемость передачи:
20+80 > 20+15; 25+75 > 80+15.
Следовательно, сцепляемость обеспечивается,
Пример 2. Требуется настроить токарный станок для нарезания дюймовой резьбы с шагом Pр = 7 ниток на 1", если шаг ходового винта Pх = 12 мм и iр = 1.
Решение. Переводим шаг нарезаемой резьбы в миллиметры.
Известно, что 1" соответствует десятичной дроби 25,4, которую можно выразить простой дробью 127/5.
Тогда
Pp = 1''/7 = 127/5*7.
Находим передаточное отношение гитары:
iг = Рр/Рхiр = 127/5*7*12.
Разложим его на сомножители:
iг = 127/5*7*3 1/4.
Умножив числитель и знаменатель второй дроби на 25, получим:
iг = 127/105 25/100.
Колеса с таким числом зубьев в наборе есть.
Проверяем сцепляемость:
127+105 > 25+15;
25+100 >105+15.
25+100 >105+15.
Сцепляемость передачи обеспечивается.
Приемы нарезания резьбы. Винтовую канавку прорезают за несколько черновых и чистовых проходов.
При черновых проходах, когда срезается относительно толстая и жесткая стружка, канавку следует прорезать так, чтобы резец резал только одной боковой режущей кромкой, расположенной в направлении продольной подачи и приобретающей при резании положительный передний угол. Для этого резец подают на глубину резания в начале каждого прохода комбинированным поперечным и продольным движением (рис. 7.8, а и б). Отношение продольной подачи, выполняемой верхними салазками суппорта, к поперечной зависит от угла профиля нарезаемой резьбы. Для метрической резьбы это отношение должно составлять 0,6, для дюймовой — 0,5, для трапецеидальной — 0,3.

При черновом нарезании трапецеидальных резьб с крупным шагом (более 5 мм) применяют различные схемы прорезания винтовой канавки одним или несколькими резцами. Например, для резьб с небольшим шагом канавку на полную глубину прорезают прямоугольным канавочным резцом по ширине дна канавки (рис. 7.8, в). Более крупные резьбы прорезают начерно двумя канавочными резцами (рис. 7.8, г): вначале широким до среднего диаметра резьбы, затем — узким до дна канавки.
Чистовое нарезание резьб выполняют профильным резьбовым резцом, который подают на глубину резания только поперечной подачей.
Отвод суппорта в исходное положение в конце каждого прохода выполняют обычно обратным ходом станка.
При нарезании длинных резьб с целью сокращения потерь времени на холостой ход можно в некоторых случаях выключить маточную гайку фартука и возвратить суппорт в исходное положение ускоренной ручной или механической подачей. Этим способом можно воспользоваться только при нарезании так называемых «четных» резьб, когда частное от деления числового значения шага ходового винта на шаг нарезаемой резьбы является целым числом. Например, при шаге ходового винта P = 12 мм такими будут резьбы с шагом Pр = 0,25; 0,5; 1,5; 2; 3; 4; 6; 12 мм. В этом случае при включении маточной гайки в любом исходном положении обеспечивается попадание резца в предварительно прорезанную винтовую канавку.
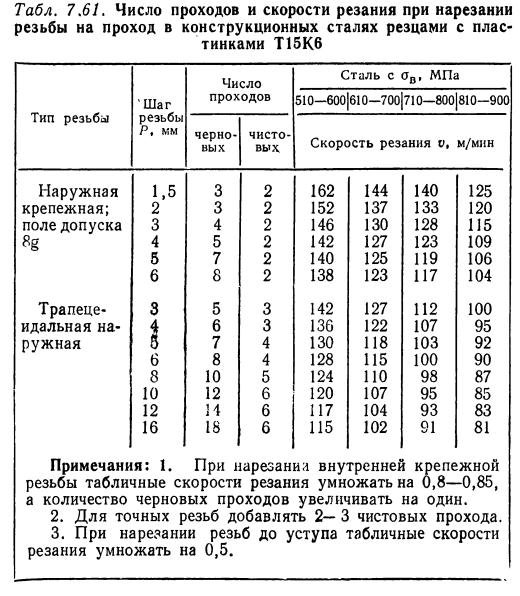
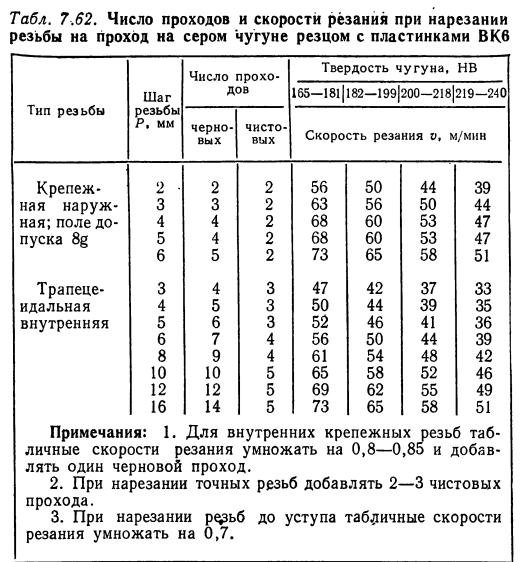
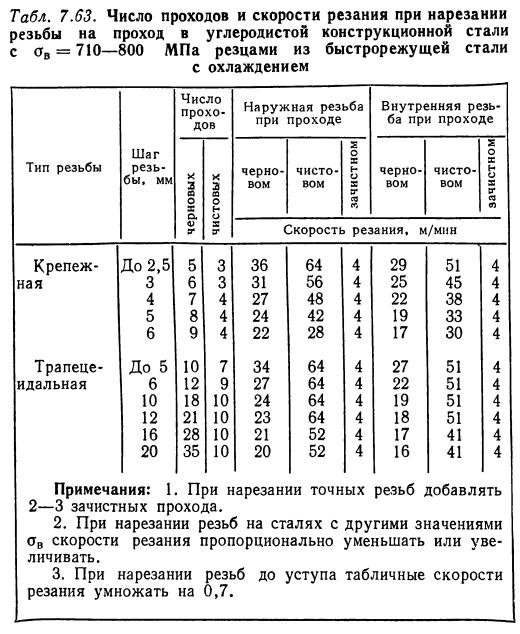
Режимы резания при нарезании резьб резцами. При выборе режимов резания из нормативных табл. 7.61 — 7.63 следует учитывать ряд особенностей.
Для резьбовых резцов вместо глубины резания устанавливают число проходов, что объясняется особыми условиями их работы. По мере углубления резца в винтовую канавку увеличивается активная длина режущих кромок и резание усложняется. Поэтому глубину резания в процессе нарезания резьбы приходится менять, постепенно уменьшая ее для каждого последующего прохода.
Подача при нарезании однозаходных резьб равна шагу резьбы, многозаходных — ходу.
Скорость резания зависит от условий работы. При нарезании резьб до уступа ее приходится снижать, чтобы своевременно вывести резец из канавки в конце рабочего хода, если станок не оснащен приспособлением для автоматического отвода резца от детали. В этом случае для предупреждения поломки резца станок рекомендуется выключать немного раньше конца резьбового участка. Оставшуюся часть пути суппорт проходит по инерции. Когда резец доходит до канавки в конце резьбы, его быстро отводят от детали, включают обратный ход станка и возвращают суппорт в исходное положение.
Нарезание резьб быстрорежущими резцами ведется с применением СОЖ.