 Главная
ГлавнаяMTO можно рассматривать, по-видимому, как разновидность низкотемпературной термомеханической обработки. Помимо пластической деформации переохлажденного твердого раствора и завершающего старения, в нее включена (в отличие от обычной схемы НТМО) дополнительная операция промежуточного нагрева до температур полигонизации или предусмотрено проведение деформации строго в области температур полигонизации.
Этот вид TMO был предложен как метод повышения жаропрочных свойств сталей. Как было показано в работе, образующаяся в результате MTO полигональная структура в отличие от дислокационных скоплений в деформированном неотожженном металле характеризуется более низкой потенциальной энергией и потому более стабильна и эффективнее препятствует развитию пластической деформации.
MTO титановых сплавов изучена значительно меньше, чем ВТМО и НТМО. Первые данные о положительном влиянии MTO на свойства титановых сплавов были получены в работе. В результате четырехкратного деформирования в условиях ползучести (при 500° С и напряжении 12—20 кгс/мм2) в течение 24 ч с промежуточными суточными выдержками при температуре испытания без нагрузки, почти в 5 раз увеличилась стадия установившейся ползучести и более чем в 2 раза возрос срок службы и повысился ресурс пластичности сплава АТЗ.
Возможность повышения жаропрочности путем MTO была подтверждена на примере а+в-сплава (ВТ9) в работе М.Я. Бруна и З.Г. Фридмана. MTO проводили по двум вариантам 1) растяжение образцов (d = 10 мм, l = 200 мм) на 4—5,5% при 600 и 700°С, отжиг при тех же температурах в течение 30 и 5 ч соответственно и 2) ротационная обработка, при которой вращающиеся со скоростью 2300 об/мин образцы с теми же размерами обкатывались в специальном приспособлении и затем отжигались при 700° С в течение 5 ч. Глубина наклепанного слоя составляла 0,15 мм.
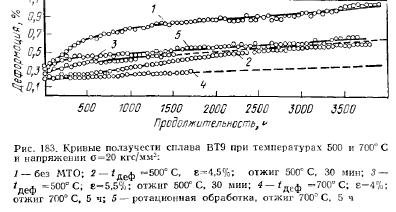
Сравнение кривых ползучести при 500 и 700° С и напряжении 20 кгс/мм2, приведенных на рис. 183, показало, что после всех опробованных режимов MTO про исходит заметное упрочнение материала. Оно проявляется в сокращении неустановившейся стадии и в снижении скорости установившейся стадии ползучести (до 4/10° вместо 8*10в5%/ч для образцов без МТО) и в увеличении срока службы образцов (т для е=0,2% повышается с 250 до 1500—1700 ч).
Оптимальные результаты дала MTO методом растяжения при 700° С и е=4%, которая, по видимому, приводит к наиболее устойчивой субструктуре. Меньшая эффективность в случае ротационного упрочнения с тем же отжигом очевидно результат только поверхностного упрочнения.
Приведенные данные позволяют считать перспективной MTO для повышения жаропрочности титановых сплавов.
Авторы работы изучали возможность использования стабильной дислокационной структуры, создаваемой в результате МТО, для улучшения комплекса свойств титановых в-сплавов ВТ15 и 1T (3% Al, 7% Mo, 5,5% Cr, 3% Fe) и их сварных соединений.
Ими были исследованы 3 основные схемы НТМО:
1) закалка с 800, 1000, 1200° С (выдержка 15 мин), деформация при 20° С, старение по стандартному режиму 480° С, 5—8 ч + 560° С, 15 мин (НТМО с холодной деформацией),
2) закалка с тех же температур, деформация при 20° С. быстрый (vн=80/100 град/с) кратковременный нагрев до 500—700° С для полигонизации в-фазы, охлаждение в струе аргона со скоростью 30—50 град/с и старение по стандартному режиму (НТМО с полигонизационным нагревом);
3) закалка с температуры 1200° С, быстрый кратковременный нагрев до 400—700° С с деформацией при этих температурах, охлаждение в струе аргона, старение по стандартному режиму (НТМО с теплой деформацией в интервале температур полигонизации).
Деформацию осуществляли методом прокатки (в до 50%) и растяжки Результаты испытания механических свойств сплава ВТ15 свидетельствуют о том, что обработка по режимам 1 и 2 после закалки с 800° С дает возможность повысить прочность и пластичность соответственно. В случае высокотемпературной закалки, необходимой для сварных соединений, оптимальное сочетание свойств обеспечивается лишь после обработки по режиму 2.
Наиболее высокая прочность (ов=178 кгс/мм2) была получена после закалки с 1200 С, MTO с деформацией на 24% при 400° С и старения, при этом w имело те же значения (7%), что и при обычной термообработке.
Следует отметить, что разброс механических свойств от плавки к плавке остается таким же значительным, как и после обычной термообработки, что указывает на необходимость дальнейшего изучения причин этого явления и корректировки режимов МТО.