 Главная
ГлавнаяЗакалка листов из титановых сплавов является одной из сложных технологических задач, так как она связана с решением нескольких взаимосвязанных вопросов: без-окислительного нагрева листов, создания необходимой скорости охлаждения, устранения коробления листов при ускоренном охлаждении.
Проведенные многочисленные эксперименты по нагреву титановых листов в воздушной или нейтральной атмосфере приводили к появлению газонасыщенного слоя, удаление которого связано с большими трудностями, обусловленными, с одной стороны, безвозвратными потерями металла и, с другой, — необходимостью травления листов в ненаводороживающих высокоагрессивных растворах.
Поэтому ориентация на проведение закалки листов с нагревом в воздушной или нейтральной атмосфере с последующим охлаждением их в различных средах, в частности в медных плитах, не получила распространения в серийном производстве на металлургических заводах.
Наиболее эффективным способом закалки листов поэтому следует считать применение трехкамерной ва куумной печи типа ПВН для листов или протяжной печи для рулонов.
В опытах, проведенных в трехкамерной вакуумной печи ПВН 3, листы толщиной от 0,8 до 3 мм, подвешенные с помощью специального приспособления, из камеры нагрева переносили в холодную камеру и охлаждали в вакууме, аргоне или гелии. Результаты замера скорости охлаждения приведены ниже:

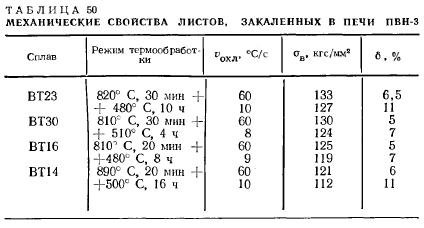
Скорости охлаждения, реализуемые при проведении охлаждения подобным способом для ряда титановых сплавов, являются достаточными для проведения упрочнения до 110—120 кгс/мм2. В табл. 50 приведены результаты испытаний механических свойств ряда титановых сплавов после охлаждения их в печи ПВН-3.
Помимо хорошего сочетания прочностных и пластических характеристик, указанный способ позволяет обеспечить высокую планшетность закаленных листов, что, безусловно, является еще одним преимуществом этого способа.
Печи для закалки прутков и труб в вакууме. Для закалки прутков и труб в вакууме или инертной атмосфере применяются печи ретортного типа. Ускоренное охлаждение садки в таких печах может осуществляться конструктивно двумя способами: в первом случае на вакуумированную камеру, в которой находится садка, поочередно может надвигаться нагреватель и холодильник; во втором случае садка, расположенная на транспортере, может передвигаться из холодной камеры в горячую и обратно. Наряду с этими двумя случаями можно осуществлять и более простой способ закалки изделий, когда садка, расположенная на специальных стеллажах, в камере нагрева охлаждается при подаче аргона или гелия в камеру нагрева.
Закалка поковок и штамповок в вакууме. Учитывая, что в настоящее время большинство штамповок и поковок изготавливаются с технологическими припусками, которые удаляются при дальнейшей механической обработке, термическую обработку таких деталей нет необходимости проводить в вакууме. Однако для многих деталей таких, например, как болты, точные штамповки, закалка и старение могут являться окончательными операциями и в этом случае применение вакуумных печей является необходимым. Печи работают по следующей схеме: нагретая садка массой до 450 кг перемещается в горизонтальной плоскости и затем быстро сбрасывается в ванну с водой или маслом, находящуюся ниже уровня нагреваемой камеры. Время переноса составляет 5 с.
Выбор температурных режимов нагрева изделий в вакуумных печах любой конструкции будет определяться рядом факторов: массой садки, расположением отжигаемых деталей в печи, количеством выделяющегося водорода и скоростью его откачки. Учитывая, что вакуумный отжиг активирует поверхность титановых изделий, разработаны специальные режимы охлаждения, при которых в вакуумные печи при температурах 300—350° С впускается воздух с целью создания плотной защитной пленки на поверхности изделия.