 Главная
ГлавнаяПрошивку на станах поперечно винтовой прокатки, являющуюся основным процессом производства горячекатаных стальных труб и заготовок для последующего холодного передела, в последние годы начинают использовать при производстве труб из титановых сплавов. Прошивку можно осуществлять на двух- и трехвалковом станах.
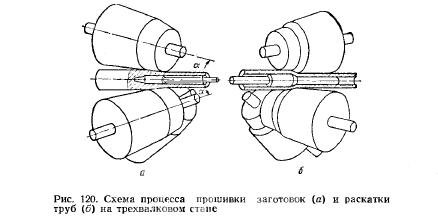
На двухвалковом стане прошивку и последующую раскатку труб осуществляют между двумя приводными валками и неподвижными линейками. На трехвалковом стане процесс осуществляют между тремя подвижными валками, и неподвижный инструмент отсутствует. Это создает определенные преимущества трехвалковой схемы перед двухвалковой, так как наличие неподвижных элементов ухудшает качество поверхности труб и вызывает дополнительные напряжения в узлах стана.
Схемы прошивки заготовки и раскатки труб на трехвалковом стане приведены на рис. 120.
Получение трубных заготовок путем прошивки на станах поперечно-винтовой прокатки имеет ряд преимуществ перед процессом прессования. К основным преимуществам относится снижение расхода металла и соответственно повышение выхода годного. Это достигается устранением таких отходов, имеющих место при прессовании, как стружка при засверловке заготовок, выдра при прошивке, прессостаток.
Важным преимуществом является повышение производительности при прошивке по сравнению с прессованием. Кроме того, при сочетании прошивного стана с раскатным разностенность заготовки, полученной прошивкой, меньше, чем у заготовки, полученной прессованием.
Однако процесс прошивки имеет ряд недостатков. Основной недостаток процесса прошивки — невозможность получения тонкостенных заготовок. Минимальная толщина стенки заготовок, полученных прошивкой и раскаткой, обычно составляет 10—12% от диаметра заготовки. При производстве тонкостенных труб это удлиняет холодный передел (требует введения дополнительных переходов холодной прокатки), что повышает отходы на наладку и уменьшает производительность при производстве труб.
Креме того, переход с производства заготовки одного размера на другой требует значительно большего времени, чем при прессовании.
На основе изложенного процесс поперечно-винтовой прокатки титановых сплавов наиболее рационально использовать при серийном производстве заготовок для относительно толстостенных труб, когда повышенная толщина стенки заготовки не требует введения чрезмерно большого числа переходов на станах ХПТ, а также для получения толстостенных горячекатаных труб.
Заготовки под прокатку нагревают в высокочастотных индукционных печах с последующим выравниванием температуры в электропечах сопротивления. Температура нагрева заготовок приведена ниже:
