Главная
ГлавнаяДля крупногабаритных профилей с законцовкой из двухфазных сплавов, отличительной особенностью которых являются малые степени деформации при прессовании законцовочной части (u < 5), определяющее значение приобретает правильный выбор условий предварительной деформации заготовок. Для сплава ВТ22 режимы ковки особенно заметно влияют на структурную однородность и свойства законцовочной части профилей в поперечном направлении (табл. 33).
Уменьшение структурной неоднородности и снижение анизотропии свойств (рис. 114, табл. 33) достигаются путем ковки заготовок, предназначенных для прессования профилей, по ужесточенным схемам, одна из которых приведена на рис. 93.

Температурные интервалы нагрева заготовок и скорости прессования аналогичны рекомендованным для профилей постоянного сечения.
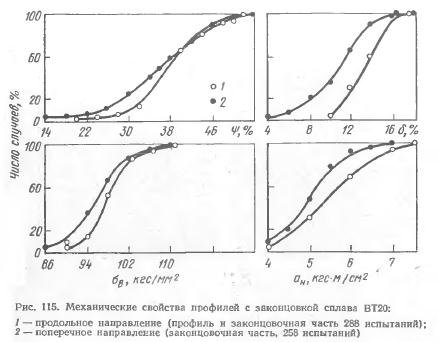
Нa рис. 115 представлены некоторые статистические данные по свойствам законцовочных профилей из титановых сплавов, освоенных промышленностью.