 Главная
ГлавнаяПодготовка заготовок
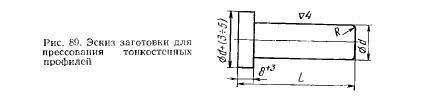
Для прессования профилей применяют заготовки, обточенные на токарном станке до шероховатости поверхности не ниже 4 класса. Передний торец заготовки выполняют с конической или радиальной фаской. Для уменьшения захолаживания заготовки в контейнере на заднем ее торце выполняют кольцевой бурт (рис 89) Диаметр заготовки на 5—10 мм меньше диаметра контейнера. Радиусе фаски 5—10 мм Длина заготовки определяется требуемой длиной профиля, допустимым временем прессования и величиной прессостатка. Обычно она не превышает 1,5Dконт.
Высота прессостатка для различных диаметров контейнера пресса приведена ниже:

Нагрев заготовок
Нагрев заготовок перед прессованием осуществляют в индукционной печи с последующим выравниванием температуры и в печи сопротивления. Перед нагревом поверхность заготовок покрывают шликером на основе стекла № 110, имеющего следующий состав, % (по массе): SiO2 37; B2O3 8, Na2O 30; TiO2 25. Шликер защищает заготовку от окисления при нагреве и служит смазкой при прессовании.
Смазку наносят на предварительно очищенную от жира и пыли поверхность заготовки.
Покрытые шликером заготовки сохнут на воздухе не менее 2 ч, после чего их передают на прессование.
Температурные интервалы нагрева заготовок перед прессованием приведены ниже:

Инструмент
Для прессования тонкостенных профилей применяют разъемные матрицы из сталей 3Х2В8 или ДИ22 с плоским торцом (рис. 90). На рабочую поверхность матрицы плазменным методом на установке УПУ-3 наносят подслой молибдена толщиной 0,1—0,15 мм, а затем теплозащитное покрытие из двуокиси циркония толщиной 0,35—0,5 мм. Рабочие пояски на матрице выполняют шириной 3—8 мм, а радиус скругления от передней торцовой поверхности к рабочему пояску 4—12 мм. При прессовании разнотолщинных профилей ширину рабочего пояска увеличивают в месте более толстого элемента сечения. Для обеспечения более высокой точности размеров прессованных тонкостенных профилей разъемную матрицу заключают в целиковую обойму (переходник), который в процессе прессования предупреждает раздвижение отдельных частей матрицы.

Расчет размеров канала матрицы проводят по методике, принятой при производстве толстостенных профилей.
Процесс прессования
Тонкостенные профили прессуют на горизонтальных гидравлических прессах со скоростью рабочего хода 20—100 мм/с.
Перед прессованием прессовый инструмент подогревают: прессшайбу и мундштук до 300—400° С; втулку контейнера до 400—480° С; матрицу не подогревают.
Скорость прессования устанавливают такой, чтобы процесс длился не более 8—10 с. При большей продолжительности процесса прессования матрица нагревается выше температуры отпуска и выходит из строя.
Скорость истечения ограничивают 2—2,5 м/с. При более высоких скоростях резко снижается качество поверхности профилей. Вытяжку, как правило, принимают 50—100.