 Главная
ГлавнаяПервоначально для травления титана применяли те же расплавы, что и при травлении нержавеющих сталей. К ним относятся: восстановительный гидридный расплав, смеси «Вирго» и «Коулен». Смесь «Вирго» состоит из едкого натра и 15% окислительных солей. Основной компонент смеси «Коулен № 4» — также едкий натр.
В зависимости от состава и воздействия на окалину расплавы подразделяются на восстановительные и окислительные.
Расплавы восстановительного типа
К восстановительным расплавам относится гидридный расплав, состоящий из едкого натра с 0,6—2% гидрида натрия, работающий при температурах 360—370° С.
Очистка поверхности от окалины осуществляется восстановлением окислов гидридом натрия до металла или до окислов низшей валентности, которые, реагируя со щелочью, образуют титанат натрия:
TiO2 + 2NaH —> Ti + 2NaOH,
TiO2 + NaН —> TiO + NaOH,
TiO + 2NaOH —> Na2TiO3 + 2H.
TiO2 + NaН —> TiO + NaOH,
TiO + 2NaOH —> Na2TiO3 + 2H.
Обработанная в расплаве с гидридом натрия поверхность титановых сплавов имеет темно серый цвет с налетом мажущего шлама, поэтому ее необходимо протравить, например, в растворе состава 10% HNO3 + 2% HF.
В процессе обработки титановых сплавов в расплаве с гидридом натрия происходит наводороживание металла. Количество поглощенного титаном водорода в значительной степени зависит от температуры расплава и продолжительности обработки. Содержание водорода резко возрастает при температуре выше 380° С. Для уменьшения насыщения титана водородом в гидридную ванну вводят добавку TiO2 в количестве 0,3—0,35% или состав гидридной ванны несколько изменяют, например применяют следующий состав: NaQH+ (0,4/0,6%) NaН+0,35% TiO2+(10—20%) Na2CO3 при температуре 320—340° С с последующим травлением в азотноплавиковом растворе.
Гидридный способ травления не нашел широкого применения в промышленности.
Расплавы окислительного типа
Окислительные ванны расплава более просты в эксплуатации и широко применяются для обработки как нержавеющих сталей так и титана По температурным режимам (для обработки титана) они подразделяются на высокотемпературные (430—460° С), среднетемпературные (360—400° С) и низкотемпературные (150—250° С), а по составу — на основе соединений натрия или калия.
Высокотемпературные расплавы
Высокотемпературные окислительные ванны расплава состоят преимущественно из едкого натра с добавкой HHTpaia, нитрита и хлорида натрия в различных сочетаниях Применяют расплавы составов, % (по массе): 96 NаОН+2 NaNO3+2 NaNO2, 90 NaOH+5 NaNO3+5NaNO2, 80NaOH+10NaNO3+10NaNO2, 60NaOH+10NaNО3+10 NaNO2+20NaCl, 96NaOH+4NaNO2 и 80NaOH+20NaNO3.
Одной из первых, предложенной для травления титана, была ванна чистой натриевой щелочи. Эта ванна обеспечивает минимальную продолжительность очистки от окалины. Ho, как показали более поздние исследования, для получения качественной поверхности в расплав едкого натра необходимо вводить окислительные добавки, что, однако, увеличивает продолжительность обработки. По данным работы, продолжительность снятия окалины с титана составляет в расплаве NaOH 0,5 мин, а в расплаве с добавкой 20% окислительных солей (NaNO3 и NaNo2) — 2 мин. При температуре расплавов 450° С обработка в NaOH без окислительной добавки приводит к высокому наводороживанию металла и образованию серой поверхности Введение окислительных солей резко снижает степень наведороживания титановых сплавов при травлении в расплаве с одновременным уменьшением скорости растворения металла (рис. 189).

Присутствие хлорида натрия в расплаве снижает вязкость и тем самым уменьшает вынос расплава с обрабатываемыми полуфабрикатами. Ho в расплавах для травления титана наличие хлорида натрия нежелательно, так как при концентрации его около 10% и температуре расплава 450° С на поверхности титановых образцов наблюдалось образование питтинговой коррозии.
Промышленная ванна для травления титана состоит из 80—85% NaOK и 20—15% NaNO3. Рабочая температура расплава 430—450° С. При температуре расплава ниже 430° С очистка от окалины происходит за весьма длительное время, а при температуре 450° С и выше возрастает опасность загорания. За счет поглощения щелочью углекислоты из воздуха в расплаве накапливается углекислый натрий (до 20—25%), при этом соответственно снижается концентрация едкого натра.
Удаление окалины достигается в результате химической реакции между окислами и щелочным расплавом, а также термо-механического эффекта. При погружении окисленного титана в расплав вследствие различных коэффициентов термического расширения металла и окалины происходит ее растрескивание и расплав благодаря высоким смачивающим свойствам проникает к граничным слоям металл — окалина Происходит окисление низших окислов титана до высших и взаимодействие щелочного расплава с основным металлом.
Взаимодействие основного металла с расплавом протекает значительно медленнее, чем окислов, однако оно сопровождается его наводороживанием, которое может быть значительным, особенно при увеличении продолжительности обработки.
Наряду с химическими реакциями при обработке окисленного титана в щелочном расплаве проходят и электрохимические реакции, при этом окисная пленка на поверхности титана выполняет роль катода.
После обработки в щелочном расплаве на поверхности титановых сплавов образуются титанаты щелочных металлов, которые частично удаляются при последующей промывке в воде в результате интенсивного выделения пара. Полная очистка поверхности от титанатов достигается травлением в 15—30%-ной серной кислоте при повышенных температурах (60—80° С) или в других кислотах благодаря хорошей растворимости в них титанатов.
Окислительная ванна щелочного расплава широко применяется для травления полуфабрикатов из титановых сплавов на различных стадиях их обработки. Обработка полуфабрикатов в расплаве NaOH—NaNO3 для снятия окалины осуществляется за 15—135 мин в зависимости от вида полуфабриката и сплава. Наводороживание в расплаве с 20% NaNO3 невысокое. Потери основного металла составляют 10—12 мкм при продолжительности травления 1 ч.
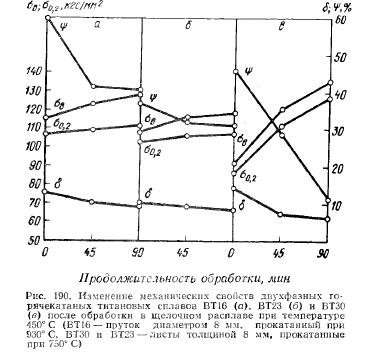
Однако, несмотря на эффективность снятия окалины, обработка в щелочном расплаве при 450° С дисперсионно- твердеющих титановых сплавов приводит к изменению их механических свойств (рис. 190): повышаются прочностные и снижаются пластические характеристики двухфазных титановых сплавов ВТ16, ВТ23 и ВТ30 в результате возможного старения металла. Особенно резко изменяются механические свойства сплава ВТ30 с высоким содержанием в-стабилизаторов. Упрочнение сплавов в результате старения затрудняет последующее деформирование.
Учитывая все расширяющийся ассортимент титановых сплавов, в настоящее время ведется поиск новых травильных сред. Основное условие при выборе расплава — снижение его рабочей температуры при сохранении высокой активности и минимальной вязкости. В этом плане представляют интерес расплавы на основе едкого кали, реакционная способность которого по отношению к титану по сравнению с NaOH значительно выше, что вызвано высокой окислительной активностью ионов гидроксила, менее прочно связанных с ионами калия (радиус 1,33 А) в КОН, чем с ионами натрия (радиус 0,98 А) в NaOH.
При обработке титановых сплавов в высокотемпературном расплаве имеются случаи воспламенения титана. Чаще это происходит, когда травятся полуфабриката с тонким сечением в свежем или в корректированном расплаве. Наблюдение за травлением титановых сплавов в промышленных ваннах большой емкости показало, что воспламенение происходит при температуре расплава в пределах 440—460° С. После воспламенения труб из сплава BT1-0 с толщиной стенки 1 мм в месте их контакта с корзиной из стали Х18Н10Т были обнаружены очаги загорания. При травлении листов из сплава ВТ20 толщиной 1,8—4,0 мм их воспламенение в щелочном расплаве состава 80% NaOH+20% NaNO3 происходит наиболее часто. Во всех случаях воспламенение происходит в месте контакта листа с корзиной.
Наблюдения за травлением титановых сплавов в лабораторных условиях показали, что они воспламеняются в расплаве при температурах, значительно превышающих рабочие. Зажечь титан и его сплавы в лабораторных ваннах удалось при температурах выше 500° С и изменении состава расплава. Длительность пребывания образца в ванне до момента его воспламенения обычно 1—4 ч. Были проведены наблюдения за поведением образцов при лабораторном травлении сплава ВТ20, отожженного при 900° С, в «чистой» щелочи и в расплаве ее, содержащем 20% натриевой селитры. При загрузке образцов сплава ВТ20 в щелочь при температуре 450° С не было замечено никаких особых явлений; при нагреве до 500—510° С началось бурление, которое со временем усилилось; на образце, извлеченном из ванны, щелочь на поверхности пузырилась. При дальнейшем нагреве наблюдалось бурное выделение пузырьков На поверхности образца, плавающего в расплаве, появилось красное интенсивно светлеющее пятно размером 10—15 мм. По достижении температуры 700—750° С произошла вспышка с разбрызгиванием расплавленного титана, а иногда наблюдалось спокойное его горение. Горение можно предотвратить, если стряхнуть пузырящуюся пленку щелочи с поверхности образца.
Горение сплава ВТ20 в «чистой» щелочи без добавки селитры отличается тем, что температура расплава при воспламенении в тех же условиях на 80—100° С выше и при загорании наблюдается хлопок от взрыва гремучего газа. Уместно отметить, что в обоих случаях при длительном травлении образцы заметно насыщаются водородом (с 0,005 до 0,025—0,035%).
Наблюдения за стадиями травления титановых сплавов, предшествующими «вспышке», показывают, что, с одной стороны, происходит выделение тепла на границе металл — расплав, повышающего температуру металла, а с другой стороны, — образование пирофорных продуктов реакции, приводящее к вспышке или взрыву.
Изучение процессов травления титановых сплавов с различным содержанием алюминия (BT1, ВТ4-1, ВТ5 и ВТ20) в щелочнонатриевом расплаве показало, что температура воспламенения сплавов зависит от разнообразных причин, многие из которых еще слабо изучены. Результаты лабораторных опытов по определению температуры воспламенения титановых сплавов приведены в табл. 53.

Для сплава ВТ20 наблюдался наибольший разброс температур воспламенения и наименьшее превышение минимальной температуры воспламенения над рабочей температурой расплава. Это в какой то степени дает объяснение более частым случаям воспламенения сплава ВТ20 в промышленных ваннах. Большое расхождение температур воспламенения в лабораторных и промышленных ваннах может быть связано с затуханием цепных реакций в небольших объемах ванн.
Введение в щелочной расплав селитры приводит к снижению химической активности расплава и к некоторому повышению температуры воспламенения для всех исследованных сплавов.
В настоящее время можно принять следующую гипотезу, объясняющую причину воспламенения титановых сплавов при травлении их в щелочных расплавах.
При недостаточной циркуляции расплава тепло, выделяющееся на границе металл — расплав и в местах контакта с загрузочным устройством, создает локальный перегрев. Интенсивность реакции возрастает, а с выделением газов около металла образуется оболочка пульпы, что еще в большей степени повышает локальную температуру. Растворение титана, насыщение его и пульпы водородом приводит к образованию пирофорного состава, а обеднение расплава селитрой — к снижению температуры воспламенения.
Чтобы избежать воспламенения, рекомендуется правильно выбрать материал загрузочного устройства с тем, чтобы исключить образование электрохимической пары, обеспечить максимальную площадь его контакта с изделиями и поддерживать концентрацию окислителя в необходимых пределах.
Среднетемпературные расплавы
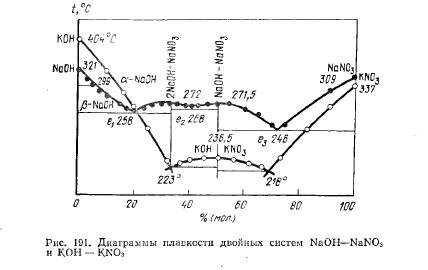
Среднетемпературные щелочные расплавы состоят из едкого кали и окислительной добавки — нитрата калия. Действие окислительной добавки в расплаве KOH аналогично NaOH, т. е. она снижает степень наводороживания металла, увеличивает продолжительность обработки и уменьшает скорость растворения металла. Введение KNO3 в различных концентрациях в KOH позволяет варьировать рабочие температуры расплава в широких пределах. Сравнивая диаграммы плавкости систем KOH—KNO3 и NAOH—NANO3 (рис. 191), можно видеть, что с увеличением KNO3 в первом случае происходит более резкое падение температур с образованием низкотемпературных эвтектик, чем в системе NaOH—NaNO3.
Изучение левой ветви диаграммы плавкости системы KOH—KNO3 до эвтектической точки, соответствующей температуре 223° С, показало, что рабочие температуры расплава, при которых происходит полная очистка поверхности от окалины, превышают температуру плавления смеси па 16 70° С (табл. 54) по сравнению с расплавом NaOН—NaNO3, где эта разница составляет 150—170° С, что подтверждает высокую реакционную способность расплава на основе калия по отношению к титановым сплавам.
При одновременном увеличении концентрации KNO3 и снижении температуры расплава увеличивается продолжительность обработки.
Учитывая, что травлению подвергаются как термически неупрочняемые, так и упрочняемые титановые сплавы, целесообразно иметь расплав, позволяющий обрабатывать сплавы при различных температурных режимах.

Щелочной расплав состава 65—45% KOH и 35—55% KNO3 позволяет работать при температурах 236—535° С. Это дает возможность обрабатывать в смеси KOH—KNO3 при температурах 260—315° С термически упрочняемые, а при температурах 360—455° С термически неупрочняемые титановые сплавы.
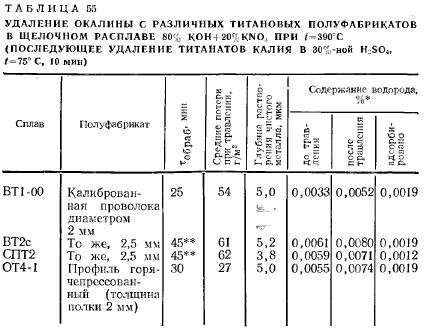
Выбор режимов травления должен способствовать также повышению эффективности обработки. С этой точки зрения перспективен расплав состава 80% KOH+20% KNO3 при температуре 375—400° С, снимающий окалину за сравнительно короткое время и обеспечивающий получение качественной поверхности и весьма малые потери металла (табл. 55).
Обработка в расплаве KOH—KNO3 приводит к образованию на поверхности сплошного белого налета — титанатов калия, легко удаляемых в горячем растворе серной кислоты (25—30%-ная H2SO4, t=70+80° С, 10—15 мин).
Поверхность титановых сплавов после обработки в расплавах KOH с небольшими добавками KNO3 блестящая по сравнению с NaOH, где она серая. Это, очевидно, связано с наличием более высокой концентрации перекисных ионов в расплаве на основе КОН. Так, по данным работы, при t=410° С концентрация перекисных ионов в расплаве KOH достигает 54% (по массе), в то время как в расплаве NaOH — 3% (по массе).
В соответствии с этим предложен способ химического полирования изделий из титана и его сплавов в расплаве KOH при 410—460° С. Однако отсутствие окислительной добавки в расплаве едкого кали приводит к высокой степени наводороживания титановых сплавов. В сплаве ОТ4 после обработки в расплаве KOH при 450° С содержание водорода составило 0,029; 0,053; 0,065% за время обработки 20, 45, 60 мин соответственно.
Для окончательной чистовой отделки поверхности сплавы следует травить в азотно-плавиковом растворе.
Низкотемпературные расплавы
Низкотемпературные щелочные ванны содержат едкое кали, нитрат и нитрит калия или их смесь и до 10% воды. Обработка низкотемпературными расплавами применяется в сочетании с кислотным травлением в растворе, содержащем плавиковую кислоту,
Согласно патенту удаление окалины с поверхности титановых сплавов после горячей прокатки или отжига достигается при следующей обработке: 5—20 мин в расплаве 80% КОН + 20% H3O или 80% KOH + 10% KNO3 + 10% H2O при температуре 150—230° С, затем 5 мин в 20% ной H2SO4 при 65° С и 3 мин в смеси 10% HNO3 + 1,5% HF при 38° С.
Этот цикл повторяется до окончательного удаления окалины. Замена калиевого расплава натриевым при t=215°С не дало аналогичного эффекта.
Видоизменением этого процесса является процесс «Алко-N», рабочие температуры расплава 204—218° С.
Из низкотемпературных изучены расплавы составов: 70% КОН+20% KNO3+10% H2O и 70% КОН+10% KNO3+10% KNO2+10% H2O при t=200/250° С. Свежеприготовленные расплавы этих составов отличаются высокой агрессивностью, растворяя титан с большой скоростью. Агрессивность такой щелочной ванны снижается лишь после выдержки в течение 8—10 ч при рабочей температуре и содержание воды в ванне стабилизируется.

Действие окислительной добавки такое же, как в высоко- и среднетемпературных расплавах (рис 192), но снижение скорости растворения и наводороживания при увеличении концентрации окислительной добавки менее выражено.
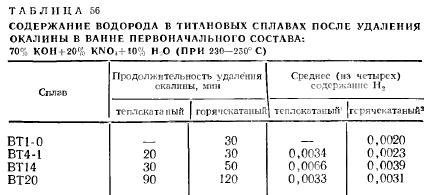
В результате обработки в щелочно-водных расплавах указанных составов при температуре 200° С разрыхляется окалина; окончательное дотравливание осуществляется в кислотном растворе с фторидной добавкой. При повышении температуры до 250° С окалина удаляется практически полностью. Продолжительность снятия окалины, а также наводороживание зависят от марки сплава и состояния металла (табл. 56).
К преимуществам низкотемпературных расплавов на основе соединений калия относятся незначительные потерн металла (2—3 мкм), низкая степень наводороживания, исключение загорания сплавов титана при химической обработке, а также возможность обработки термически упрочняемых титановых сплавов без изменения механических свойств.
Менее эффективной для очистки поверхности титановых сплавов от окалины является низкотемпературная (130—145° С) щеточная ванна на основе соединений натрия состава, г/л: 500—700 NaOH; 100—300 NaNO3; 50 NaNo2. В этой ванне окалина на титановых сплавах не удаляется, лишь частично разрыхляется за продолжительное время обработки: удаление окалины достигается последующим травлением в кислотном растворе, содержащем плавиковую кислоту.